Полная версия
Сборник авторских инженерно-технических идей и решений в области систем технической диагностики и мониторинга
Введение
Наиболее проблемными с точки зрения качества слябов непрерывной разливки стали являются ранняя диагностика поверхностных дефектов, среди которых наиболее значимыми и трудно устранимыми оказываются паукообразные, сетчатые и поперечные трещины, которые развиваются в приповерхностном слое, проходят по границам зерен и, как правило, не загрязнены ликватами.
Известен способ диагностирования появления трещин в слябе по изменению температуры его поверхности непосредственно в кристаллизаторе матричной системой термоэлементов (CN 101985166). Диагностирование дефектов выполняется по разнице показаний термоэлементов в матрице.
Известен способ диагностирования появления трещин в слябе по изменению температуры его поверхности непосредственно в верхней и центральной частях кристаллизатора матричной системой термоэлементов (WO 2012043985). Диагностирование дефектов выполняется по разнице показаний термоэлементов в матрице.
Известен способ диагностирования продольных трещин в затвердевшей оболочке сляба в кристаллизаторе (RU 2593802C2).
Основным недостатком указанных способов является то, что практическая реализация требует внесение конструктивных изменения в действующее оборудование машины непрерывного литья заготовок. Внутренние поверхности кристаллизатора должны быть дооборудованы системами термодатчиков.
Бесконтактное измерение температуры поверхности с помощью отдельных термопар менее чувствителен к небольшим изменениям температуры, чем контактный способ. Установленные на небольшом расстоянии, например, через 10 мм, термопары с бесконтактным измерением не способны реагировать на малейшее изменение температуры на таком расстоянии.
Описание
Способ диагностирование возникновения внутренних дефектов (трещин) осуществляется контактным способом контроля разности температур дисковыми термоэлектродами между соседними локальными местами по периметру сляба, а также, в локальных местах по периметру сляба за определённый временной интервал после зоны вторичного охлаждения машины непрерывного литья заготовок (МНЛЗ).
Измерение температур на поверхности сляба производится двумя идентичными и разнесёнными на определённое расстояние измерительными модулями.
В измерительных модулях температуры поверхностей сляба измеряются контактным катящимся способом. В контактном способе одним общим термоэлектродом является сам сляб. В качестве второго термоэлектрода используется множество статически размещённых дисковых термоэлектродов. Все дисковые термоэлектроды свободно вращаются вдоль, по всей поверхности сляба (первого термоэлектрода), образуя термоизмерительный контакт.
Наличие аномального изменения температуры в определённом месте на поверхности сляба за определённый промежуток времени или характеристика изменения скорости остывания определённого места – является диагностическим маркером образования любых внутренних дефектов. Пики и впадины на кривых распределения говорят о неоднородности внутренней структуры, а их величина – о степени неоднородности.
В качестве дискового термоэлектрода, согласно термоэлектрического ряда напряжений относительно платины при перепаде температур в 100 С – можно использовать тонкий диск из никеля с ЭДС – 1.97 мВ. Сляб (железо) в это время будет иметь ЭДС +1.88 мВ.
Исполнение
Схематически измерительная система представлена на рис. № 11.
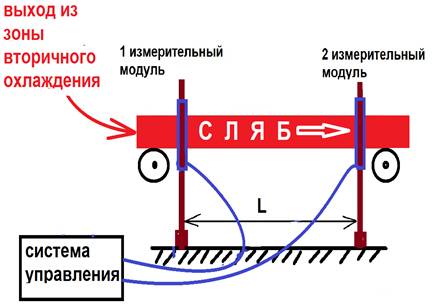
Рис. № 11. Измерительная система диагностирования внутренних дефектов слябов в МНЛЗ с помощью множества дисковых термоэлектродов.
Система состоит из двух идентичных термоизмерительных модулей, которые разнесены на определённое расстояние непосредственно после зоны вторичного охлаждения машины непрерывного литья заготовок, см. рис. № 11. Выход всех термодатчиков измерительных модулей соединяются с системой управления, которая производит непрерывное измерение температуры с последующей обработкой.
Термоизмерительные модули устанавливаются на постоянной основе на бетонное основание цеха под движущимся слябом.
Схематически каждый измерительный модуль представлен на рис. № 12.
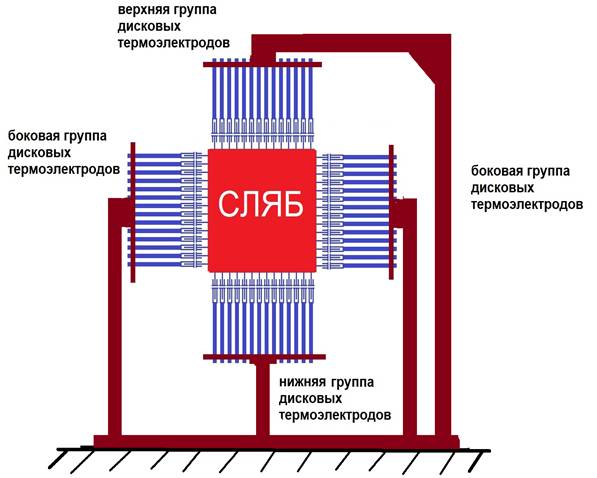
Рис. № 12. Измерительный модуль системы диагностирования внутренних дефектов слябов в МНЛЗ с помощью множества дисковых термоэлектродов.
Измерительный модуль состоит из четырёх групп термоэлектродов, которые размещены на специальных опорных направляющих со всех сторон сляба. Опорные элементы групп измерительных модулей оснащены механическими винтовыми системами “юстировки”, позволяющими изменять в небольших пределах геометрические положения термоэлектродов для целей обеспечения постоянного контакта со слябом.
В измерительном модуле температуры поверхностей сляба измеряются контактным катящимся способом множеством статически размещённых дисковых термоэлектродов.
Схематически один термоэлектрод представлен на рис. № 13
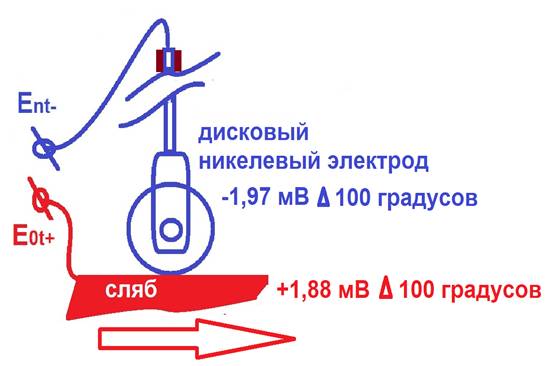
Рис. № 13. Измерительный дисковый термоэлектрод системы диагностирования внутренних дефектов слябов в МНЛЗ с помощью множества дисковых термоэлектродов.
Все дисковые термоэлектроды свободно вращаются вдоль, по всей поверхности сляба (первого термоэлектрода), образуя термоизмерительный контакт.
Материал дискового термоэлектрода, согласно термоэлектрического ряда напряжений относительно платины при перепаде температур в 100 С, это никель с ЭДС – 1.97 мВ. Сляб (железо) в это время будет иметь ЭДС +1.88 мВ.
Принцип работы
Принцип работы основан на классическом непрерывном измерении температуры каждым свободно вращающимся электродом каждого измерительного модуля.
Таким образом формируется множество температурных графиков – кривых термораспределений, как между соседними дисковыми термоэлектродами одного измерительного модуля, так и дисковыми электродами двух измерительных модулей, размещённых вдоль одной прямой.
Пики и впадины на кривых распределения указывают о наличии неоднородности внутренней структуры, а их величина – о степени неоднородности.
Сравнение величин неоднородностей температурных распределений с эталонными позволит идентифицировать все внутренние дефекты сляба
Вывод
Заявленный способ, основан на самом точном и чувствительном контактном способе измерения распределений температур всех поверхностей сляба. Более точные измерения распределений температур позволяют диагностировать практически все внутренние дефекты в слябе непосредственно после зоны вторичного охлаждения машины непрерывного литья заготовок, по сравнению со всеми существующими способами. К тому же все, ранее предлагаемые способы диагностики дефектов предполагают внесение конструктивных изменений в действующий кристаллизатор.
Заявленный способ не предполагает внесение каких-либо конструктивных изменений в кристаллизатор и может быть исполнен на действующем оборудовании, даже без его остановки на ремонт. Это связано с тем, что проводить манипуляции с измерительными модулями можно дистанционно.
Примечание
Более подробная информация о способе, а также сведения о экспериментальных работах, этапах опытно-конструкторских разработок и вариантах практического применения представлены в авторском исследовательском проекте: **Вихри Хаоса – Инновационный шторм идей и экспериментов в науке и технике**.
Официальный ресурс: [https://vihrihaosa.ru]
8. Контактный шаровой способ диагностирования внутренних дефектов слябов в МНЛЗ
Способ диагностирования возникновения внутренних дефектов (трещин) осуществляется контактным способом контроля разности температур шаровыми термоэлектродами между соседними локальными местами по периметру сляба, а также, в локальных местах по периметру сляба за определённый временной интервал после зоны вторичного охлаждения машины непрерывного литья заготовок (МНЛЗ).
Введение
Наиболее проблемными с точки зрения качества слябов непрерывной разливки стали являются ранняя диагностика поверхностных дефектов, среди которых наиболее значимыми и трудно устранимыми оказываются паукообразные, сетчатые и поперечные трещины, которые развиваются в приповерхностном слое, проходят по границам зерен и, как правило, не загрязнены ликватами.
Известен способ диагностирования появления трещин в слябе по изменению температуры его поверхности непосредственно в кристаллизаторе матричной системой термоэлементов (CN 101985166). Диагностирование дефектов выполняется по разнице показаний термоэлементов в матрице.
Известен способ диагностирования появления трещин в слябе по изменению температуры его поверхности непосредственно в верхней и центральной частях кристаллизатора матричной системой термоэлементов (WO 2012043985). Диагностирование дефектов выполняется по разнице показаний термоэлементов в матрице.
Известен способ диагностирования продольных трещин в затвердевшей оболочке сляба в кристаллизаторе (RU 2593802C2).
Основным недостатком указанных способов является то, что практическая реализация требует внесение конструктивных изменения в действующее оборудование машины непрерывного литья заготовок. Внутренние поверхности кристаллизатора должны быть дооборудованы системами термодатчиков.
Бесконтактное измерение температуры поверхности с помощью отдельных термопар менее чувствителен к небольшим изменениям температуры, чем контактный способ. Установленные на небольшом расстоянии, например, через 10 мм, термопары с бесконтактным измерением не способны реагировать на малейшее изменение температуры на таком расстоянии.
Описание
Диагностирование возникновения внутренних дефектов (трещин) осуществляется контактным способом контроля разности температур шаровыми термоэлектродами между соседними локальными местами по периметру сляба, а также, в локальных местах по периметру сляба за определённый временной интервал после зоны вторичного охлаждения машины непрерывного литья заготовок (МНЛЗ).
Измерение температур на поверхности сляба производится двумя идентичными и разнесёнными на определённое расстояние измерительными модулями.
В измерительных модулях температуры поверхностей сляба измеряются контактным катящимся способом. В контактном способе одним общим термоэлектродом является сам сляб. В качестве второго термоэлектрода используется шаровой электрод, который приводится в движение по всему периметру сляба. Непосредственно шар шарового электрода совершает постоянное контактное вращение с заданной скоростью по всему периметру сляба (первого термоэлектрода), образуя термоизмерительный контакт.
Наличие аномального изменения температуры в определённом месте на поверхности сляба за определённый промежуток времени или характеристика изменения скорости остывания определённого места – является диагностическим маркером образования любых внутренних дефектов. Пики и впадины на кривых распределения говорят о неоднородности внутренней структуры, а их величина – о степени неоднородности.
В качестве шарового термоэлектрода, согласно термоэлектрического ряда напряжений относительно платины при перепаде температур в 100 С – можно использовать полый шар из никеля с ЭДС- 1.97 мВ. Сляб (железо) в это время будет иметь ЭДС +1.88 мВ.
Исполнение
Схематически измерительная система представлена на рис. № 14.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «Литрес».
Прочитайте эту книгу целиком, купив полную легальную версию на Литрес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.