 полная версия
полная версияBritish Manufacturing Industries: Pottery, Glass and Silicates, Furniture and Woodwork.
It is always satisfactory to an author, to feel that his articles have been of some use to those whom he hoped to benefit. Since this article was written a letter appeared in one of the architectural journals, complaining that the glass furnished by manufacturers to glass painters was of inferior composition to that which was used by the manufacturers of ancient stained glass windows. In fact, it was asserted that modern glass was not made with due care, and that to this was owing the unfortunate disappearance of some of the painting and tracing of modern stained glass windows; but that this is not the case, is manifest to all who understand the manufacture of glass. The real reason why the colouring matter with which glass painters outline and shade their designs, has in many instances gradually come off from the surface of the glass, is, because the fluxes used for making it adhere to the glass are of such a composition, that they themselves have by the action of time become disintegrated.
Some time ago, a person engaged in the manufacture of the enamel plates used for railway lamps, on which are written the names of the stations, called upon me, and told me, that the enamel which he employed had become dark, spotty, and in many cases had peeled off from the glass. The reason of this is identical with that which occurs in stained glass windows, viz. that the fluxes that he used were not suitable for the purpose, considering that they had to withstand the action of the weather. From an analysis made of these fluxes (not of those last alluded to, but of those which have been employed in stained glass windows), it appears that large quantities of borax have been introduced; and, wherever this is the case, no reliance whatever can be placed on the permanency of pictures painted with such fluxes. I have appended a few receipts for fluxes, which can be used with safety by any glass painter who will take the trouble to try them. But I must strongly advise that all those who are connected with the making of fluxes in any glass painting establishment, should master sufficient chemical knowledge to enable them to ascertain the behaviour of the materials, with respect to one another, as well as of the nature of the glass upon which they are employed; for very much indeed depends upon a correct knowledge of the character of the glass as to whether it be hard or soft, what it contains, and of the temperature at which the glass becomes sufficiently soft to form a firm and enduring union with the colours fluxed upon it.
Receipts for Fluxes.
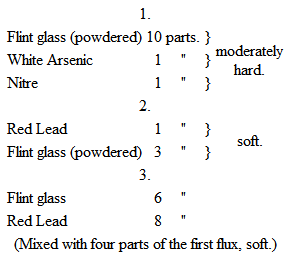
The use of very soft fluxes is attended with this inconvenience, that the boracic acid contained in them is generally acted upon by moisture and becomes hydrated, and in this condition often causes the painting to peel away. Harder fluxes, although they have the disadvantage of necessitating the glass to be submitted to a much higher temperature for a longer time in the kiln or muffle, are the best, and, with judicious management, can be used without any injurious consequences to the work on which they are employed. Lead fluxes, containing oxide of lead, are sufficiently fusible for all ordinary purposes, and are not liable to the same objection as fluxes containing borax. Suppose, then, it is desired to paint the outlines of a face, the glass is cut to the shape of the face in the cartoon; it is then laid upon it, and the painter, seeing the lines through the glass, is able to trace them with his brown paint upon its surface. He generally uses gum water as his vehicle, and puts on the shading also with the same mixture, though sometimes it is found necessary to use a substance which is not affected by moisture, as for instance, tar-oil. It is impossible, in the short space of this article, to indicate those occasions on which one should be used in place of the other; a knowledge of this can only be obtained by consulting authorities in which details are more minutely given, or by watching the operations of the glass painter in his workshop. When the face is finished, it is removed, and another portion of the figure, say a piece of the drapery, is proceeded with in exactly the same way; and so, by a repetition of this process in all parts of the figure, it is completed, and looks very much like a puzzle, the parts being put together on the cartoon before the work is finished, in order to see that the whole is harmoniously treated. In shading the face, hands, and those parts of the drapery which require it, a glass easel is used, on which the figure is put together, and the parts made to adhere by wax, so that the artist is able, while painting, to form an idea by transmitted light of the effect which will be produced when the window is finished. The ornament is painted in a similar manner, but usually not with the same care in the details of its execution.
When all the glass is painted, it is fired in a muffle, upon the proper construction of which a great deal depends. It is usually made of iron, and should not be more than 15 inches from its bottom to the top, though its width may vary. It is never well to have muffles for firing glass for painted windows larger than about 2 feet wide, by 2 feet 6 inches deep. The top of the muffle is usually slightly arched from side to side, and it is placed in the furnace on a tolerably thick stone floor, so that the bottom may not get too hot. The fire, which is lighted below, is allowed to play up its sides and over its top, the flue being so built as to draw the flames in that direction, for a top heat is the best heat for firing glass regularly. The muffle is arranged with ridges in its sides, passing from front to back parallel to one another on one side, and exactly opposite to corresponding ridges parallel to one another on the opposite side. These metal ridges are intended to receive iron plates, and there is generally about an inch or rather less between the top of one plate and the bottom of another, when the muffle is perfectly filled. The plates are covered over with perfectly dry powdered chalk or whiting, and the pieces of glass are laid upon them with their painted sides uppermost. When the plates are charged, they are put into a muffle with an iron door, in the centre of which is a hole, and a conical tube with the base attached round it. It is larger than the opening at the other end, which projects some 6 or 7 inches from the surface of the muffle-door at right angles to it. A second door is then placed at a short distance from the first, the tube passing through a hole made for the purpose in it. The orifice is usually stopped by a piece of fire-clay, which can be removed at pleasure. The use of the tube is, to enable the manager of the kiln to look into the muffle, from time to time, to see that the glass does not get too much heated. When the firing is completed, the fire is raked out and the muffle is allowed to cool very slowly, and by this process the glass becomes annealed.
When it is desired to apply to any portion of white glass some yellow silver stain, this can be done either in the first firing, by floating it on to the places to be stained, and allowing it to run in a sort of stream from the brush, so that it will evenly cover the surface and cause the heavier portions of the stain, namely, the mixed metallic silver and antimony, to sink regularly to the bottom, and come fairly in contact with the glass. Not very long ago, it was mentioned to me by a glass painter of note, that the workmen much prefer using the old stain made with silver and antimony, to that which is produced by using nitrate of silver. This really is a mistake on their part, for, when properly managed (and the knowledge of how to manage this stain can be acquired with very little trouble), the nitrate of silver stain is by far the best, and produces much better tints, with less chance of what the men call sulphuring when the glass is fired. This sulphuring is simply the result of opacity, obtained by heating the glass to too high a temperature. If the staining is to be performed in the same firing as that by which the painting is to be fixed, it is quite clear that the outlines of the part to be stained must be painted in, with tar-oil, or with some such substance which is not affected by the moisture of the stain. However, in general, the staining operation is performed after the first firing, that is to say, those pieces of glass to which the silver is to be applied are stained in the method above described after the first firing, and are then fired again, because the heat required to produce a good stain from silver is of a somewhat different character from that which is required simply to fuse the flux that binds the pigment to the glass. A longer and less intense heat, technically called a "soaking," is the best for producing an even and pure yellow tint. If the temperature be allowed to rise too high, the oxide of silver, which alone can stain the glass, gets reduced wholly or in part, and when this happens to only a slight extent, it destroys the transparency of the stain; and when it happens to a great extent, it destroys its colour altogether, making the glass opaque.
It is a matter of astonishment to me that glass painters do not use a ruby stain, which, with a little practice, can be managed quite as successfully as the yellow silver one. It is true that it would be impossible to fire the ruby and the silver stains together, and it would not be at all convenient to fire the ruby stain at the first firing of the painted glass. The method of staining ruby is as follows: grind up carefully some black oxide of copper, mix it with water (or with a small quantity of gum added), float it on the parts to be coloured, place it in a kiln and heat it. Black oxide of copper, when mixed with glass and melted in a glass-pot, makes the glass green; suboxide of copper, which contains less oxygen than the black oxide, when treated in the same way, makes it red. Now, if it can be reduced to the lower oxide of copper, while the black oxide of copper on the surface of the glass is heated, it will then colour the glass red. The best way of reducing the black oxide, is to connect the muffle with a gas-supply pipe, and allow coal gas to pass during the whole time that the heating process goes on. The action of the gas, which contains hydrogen and carbon, is to take away oxygen from the black oxide of copper, when it is at a high temperature; and, as soon as sufficient is taken away by the hydrogen to reduce the black oxide to the state of suboxide, it stains the glass red. It does not matter if the reducing action be continued longer, so that the oxide of copper be reduced to the metallic state; for at that temperature, the stain produced by the red oxide of copper is not removed by the continued action of hydrogen gas. The employment of this process would certainly enable artists who paint in the later styles of glass painting, to very much enrich their draperies, and to produce, more easily, effects which now can only be obtained by a complicated system of lead-work.
When the pieces of glass which have been fired are perfectly cold, the next process is to unite them altogether by peculiarly shaped strips of lead, which are of various kinds, according to the character of the subject required. The lead has a thick part or core, and at right angles to the top and bottom of this are thin plates called the "leaves." The core is milled with little ridges running at right angles to them, so as to enable the workman to bend the lead about with facility. The edges of the piece of glass to be leaded are placed between the leaves and resting upon the core, and the lead is thus arranged all round the glass, and is then laid in its proper situation upon another cartoon, prepared from the one from which the figure was painted, and indicating simply, by lines, where the lead-work is to come. The first piece is fixed by means of nails temporarily placed through the lead. Those pieces which touch it in the design are put in their proper positions, so that the edge touching the next piece will be underneath the opposite leaves to those which confine the first. This operation is repeated, till all the parts of the design are surrounded by lead, and by it united to one another; the joints being secured by solder, generally applied by gas. Nothing now remains but to fill in the interstices between the lead and the glass, so as to make the window firm, solid, and water-tight; and this is done by rubbing into them with a scrubbing brush a cement, usually made of white lead, oil, and plaster of Paris. This composition varies in different stained glass works, nor is it material, provided that the substance hardens, does not crack, and is waterproof.
From this description it will be seen, that the various colours in the different parts of the window are put in as pieces, and that no colours, properly so called, are applied by the brush to the surface. There are, however, certain tints of the "tracing brown," which can be obtained by the addition of black oxide of manganese, or by a different method of preparation of the oxide of iron, to give it its body. Sulphate of iron, when heated, loses its sulphuric acid, and the oxide, which was, as sulphate, in the state of protoxide, becomes, by heating, the red or peroxide of iron; its tint, when made in this way, being generally lighter than the tint of that form of oxide which is employed as ordinary tracing brown. It is sometimes called flesh tint, though this is decidedly an objectionable name for it.
It has been suggested to me, that I should give some receipts for the manufacture of the enamel colours used in mediæval glass painting; I have therefore added a few which are easily prepared. Others of a more complicated nature had much better be obtained from the makers of the enamel used in porcelain painting. And here again, let me remark, that in ordering fluxes from these manufacturers, it should be stated especially that a flux is required which does not contain borax, nor should the painters in any establishment be allowed to use these softer fluxes, which they are almost certain to do, unless forbidden; for though they are easier to work with, they will infallibly lead to calamitous results.
Yellow.

Orange.

Brown.

Brown Red.

Light Red for Flesh Tints.

The use of enamels – that is, substances which impart various colours to the glass, when placed on its surface by their fusion – is not admissible in windows which pretend to belong to any of the earlier styles of glass painting; though enamel painting is used for the decoration of houses, and sometimes, as I consider very improperly, for the decoration of church windows. One sheet of glass, colourless and transparent, or it may have its surface ground, is usually employed. A subject is painted on it with enamel colours, much as subjects are painted upon porcelain. When the work is completed, the glass plate is fired, and thus the colours become semi-transparent, and perfectly adherent to the plate; but they are not clear and bright, and transparent, as are the colours of glass which is coloured in the pot, and therefore have not the same brilliancy, nor do they allow of the same bold and effective treatment.
It is much to be desired that amateurs who can draw, and who have a feeling for this particular style of art, should devote a portion of their time to its execution. They will find it to be extremely agreeable and pleasant, and the few difficulties which they meet with in their first attempts will be readily overcome by perseverance, or by applying for assistance and advice to gentlemen engaged in the pursuit of this interesting profession.
Moulded and Cut Glass.– Flint glass is now very commonly blown in moulds, and this art has been brought to such perfection that moulded decanters and tumblers have an appearance very similar to that of cut glass. The moulds are always made of metal, and so constructed, that they open out into two or more pieces, which are generally hinged to the bottom of the mould. The workman places it on the ground, and fixes it by standing on projections from its side. He then gathers a suitable quantity of glass on the end of his blowpipe, which he places in the mould, and the side of the glass touching it will thus have impressed upon it whatever form is engraved on it. After the glass has become hard, the mould is opened, and the glass vessel is removed and annealed.
When it is desired to cut a design on the outside of a tumbler or wine-glass, the vessel is, in the first instance, blown of a thicker substance than if it is to be left uncut. The necessary shapes, which are usually in facets, are cut upon it by the action of sand and water, a lathe of a very simple construction being used to give a rotary motion to cutting discs, made of stone and kept continually moist by water dripping on them, so that when the glass is pressed against them, the required portion of its surface is worn away. The usual diameter of these stones is about 10 inches. After the rougher stone has been used, a finer kind of sandstone disc is employed, or a disc of slate, upon which sand and water are allowed to drop, and the already roughly cut surface is, by their action, partly polished. Copper discs with flattened circumference are used for polishing the glass, and for this purpose, emery mixed with oil, is applied to the edges of their circumference.
Ground Glass is made by rubbing the surface of glass with sand and water, just as in the first operation of plate glass polishing. But a very ingenious method is now generally adopted for grinding glass, by placing it in a cradle, so that it can swing from side to side; sand and water are placed upon the glass, and it grinds itself, so to speak, by this operation.
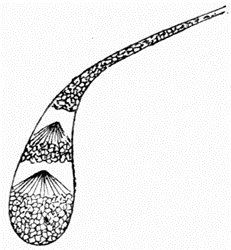
Annealing and Devitrification.– As the word "annealing" has been often used in this article, it will be well to explain what is its action. If a piece of molten glass be dropped into water, it will assume an oblong shape, the lower end of which will be round, while the other will taper off into a fine point. These drops, which have received the name of Prince Rupert's drops, look like pieces of ordinary glass, and if the small end of one of them be broken off, a sort of explosion takes place, and the whole mass flies into a thousand minute pieces, some of which will be found to have been driven to a considerable distance. Here then it appears, that when the skin, which is perfect and entire in the Rupert drop, is broken, the bond which held together the constituent particles is broken also, and so they are acted on by a repellent force, and fly away from one another. If hot water be poured into a thick common tumbler, it very generally cracks it: but if the tumbler be thin and of better manufacture, it will bear almost boiling water without cracking. In the first case it has been badly annealed; and besides this, glass being a bad conductor of heat, from its thickness, the heat imparted by the hot water expands the inner surface, while the outer coating, not being warmed, does not expand, and, retaining its original form, is burst. If, however, a tumbler be thick and properly annealed, there is not so much danger of its breaking, when a portion of it is exposed to a considerable rise of temperature. In the case of the Rupert drops, they are not annealed at all, and so there is no cohesive bond between the particles, such as there would be if they were properly annealed, that is, if, instead of being cooled suddenly from the molten state, they were allowed to cool in a heated chamber very slowly. After glass has been heated, the particles of which it is composed take a long time to rearrange themselves, so that in the manufacture of thermometers, it is necessary, after sealing up the bulb and tube which contain the mercury, to allow them to remain for a long time; otherwise the pressure of the air on the outside of the bulb, not being supported by any air on the inside, causes the particles of glass to become more compact, and thus renders the capacity of the thermometer bulb and tube smaller than it was, when the thermometer was first sealed. It seems that the process of annealing glass gives time for the particles to arrange themselves in such a way, that when the glass is cold, it will not be so liable to fracture from sudden changes of temperature.
Considerable curiosity has been excited of late by a new invention, which has resulted from the investigations of a Frenchman. We have been told that tumblers and wine-glasses, and other glass utensils, could be so treated that they would never break; and experiments performed upon many samples of these glasses led one to suppose, that the object had been attained. There is no doubt whatever, that some who have had experience of what is termed toughened glass know, that in many cases very uncertain results are obtained in the resisting power of the glass to the action of a violent blow. Before, however, entering into some researches which I have made on the subject, it will be well to state what is the nature of the change which the toughening process produces in the glass, and this seems to be a fit place for this consideration, as the method of making, and the behaviour, of Prince Rupert's drops, have just been discussed.
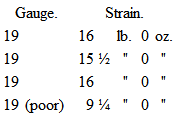
The physical properties of these Rupert's drops have been examined with great care by M. Victor de Luynes, and the results of his experiments have been communicated to the Société de Secours des Amis des Sciences. For the purposes of this article, many of his experiments have been repeated, confirming in general his observations, and others have also been instituted. The toughness and hardness of these drops are remarkable; the thick pear-shaped portion will bear a sharp stroke with a hammer without breaking; nor can it be scratched with a diamond. To break the tapering thread or tail, as it may be conveniently called, requires considerable force. To find out what weight was required to do this, a series of experiments was performed, the results of which are given in the table following. The tail of a drop was placed over a small hole bored in the top of a table; a hook was then adjusted round a part of the tail which measured 19 on a Birmingham wire gauge; below the table and attached to this hook, a scale-pan was hung. This pan was then carefully loaded, all shock being avoided, until the thread was ruptured and the weight required to effect this was then noted:
White Glass Rupert's Drops.
Green Glass.
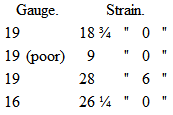
It will be observed that the drops made from green bottle glass withstood a greater strain than those made from crown glass; the latter, in fact, did not break throughout their mass, but left a portion of the bulb unbroken, showing some fault in the tempering. It was with difficulty that the workmen could be induced to make drops out of this kind of glass, as they knew by experience that they usually failed to break perfectly, and they stated that it was quite impossible to make them with lead glass. To ascertain what force was required to fracture a thread of like dimensions that had not been tempered, one of the drops was heated to redness, and annealed by allowing it to cool very gradually. When subjected to the same trial, it was fractured by a weight of 12 ozs., and the drop did not break into small fragments, but behaved exactly like ordinary glass, thus showing that the glass had been untempered by the heating process. A piece of glass rod, drawn out into a thread in a gas flame, when subjected to the same conditions, bore a strain of 10 oz. A sewing-needle of the same thickness was broken by a weight of 3 lb. 14 oz., thus showing that the tail of the Rupert's drop was very much manner as to allow the tail to dip into hydrofluoric acid, it is found, that when the surface or skin is eaten away to a certain depth,