

 полная версия
полная версияBritish Manufacturing Industries: Pottery, Glass and Silicates, Furniture and Woodwork.
Soluble silicates are mentioned here, in order that a more perfect understanding of the nature of silicious compounds may be obtained, by those who do not possess a scientific knowledge of chemistry. The silicic acid in the silicate of soda is precipitated or separated out by carbonic acid, and hence it appears, that an action, exactly the reverse of that which takes place at a high temperature, occurs, when the silicic acid is removed from those conditions in which it has been seen to be (chemically) so active.
Suppose that to a solution of silicate of soda or of potash a soluble salt of calcium be added – the chloride, for example, which is a compound of the metal calcium with chlorine – a double decomposition will take place; the calcium will unite with oxygen in the silicate of soda, forming lime; and this will again unite with the silicic acid, forming silicate of lime; while the chlorine will unite with the sodium, forming chloride of sodium, or common salt.
Here then, silicate of lime is obtained by a process very different from that which has already been described, namely, by the heating of lime with silica at a high temperature. The body formed in the latter case is chemically the same as that produced in the former, there being present the same weight of calcium, the same weight of oxygen, and the same weight of silicic acid in each. Again, if to a solution of silicate of soda, one containing a soluble lead salt, such as the nitrate, be added, the silicic acid will unite with the oxide of lead in the nitrate of lead, and the acid constituent of that body will unite with the oxide of sodium or soda, forming nitrate of soda. It is apparent, therefore, from these remarks, that in whatever way the substances be made to unite, the effects produced as regards chemical composition are the same. If some of the silicate of lime or silicate of lead made by precipitation be dried and heated to a high temperature in a crucible, it will melt or fuse, and form a vitreous substance. In these last cases, as in many others which will have to be alluded to, the silicates formed are not soluble in water, although silicate of lime may be partially dissolved when heated in water under extreme pressure, by which the temperature is considerably increased, and even slightly in cold water.
To ensure the production of definite silicates by the agency of heat, the materials must be mixed together in proper combining proportions; for if more of the metallic oxide is introduced than can combine chemically with the sand, it will be melted in the mass, but the excess will not form a definite compound; whereas by precipitation, the silicates formed always have, when thoroughly washed, a definite composition. This subject will be again referred to, when the manufacture of commercial glass is described.
It has been noticed that the glass found in the windows of old churches and in other places where it has been exposed to the prolonged action of the air and of moisture, has gradually become rough on its surface, and has lost to a considerable extent its transparency. This, which would be a defect in glass for the glazing of ordinary windows, where transparency is desired, is rightly regarded as a beauty in glass which is to be used for the ornamentation of windows. Many reasons have been offered in explanation of this apparently peculiar property of ancient glass; and that which appears to be correct is, that glass is a mechanical mixture of different silicates, some of which may be soluble in water, and others insoluble. The old window glass, whose manufacture will be more fully described by-and-by, was made in a less perfect manner than modern appliances enable glass manufacturers now to produce the same article, so that the silicates composing the old glass were not as intimately mixed as those used in modern glass. By the slow action of air and moisture, portions of the soluble silicates have been dissolved out, and hence we frequently find a sort of honeycomb appearance on the surface of ancient glass, as well as a thin film, which, by refraction of light, causes an opalescence when viewed by reflected light. Efforts have of late been made to produce a similar effect by employing different methods in the process of manufacture, but without complete success. The fact, however, that such changes have taken place in this less perfectly fused glass, tends to show, that if one silicate can be dissolved out, there cannot be chemical union between all the silicates. If a piece of modern window glass be heated in water under pressure in a closed vessel, it will present somewhat the appearance of ancient glass, for a considerable quantity of soluble silicate will be dissolved out from it. The object in dwelling on this matter here, is to induce makers to attend more to the chemical composition of their glass, for, doubtless, much more satisfactory results would be obtained both as to the quality of the material and the cost of its production, if thoroughly scientific investigations were conducted by a competent chemist.
MANUFACTURE OF GLASSThe first object in glass making is to obtain suitable materials. The sand which is employed for window glass differs from that which is required for flint glass, in that the latter should be as pure as possible. The maker can correct the impurities in the window glass sand, provided they be not present in too great quantities; but it is far more difficult, in the case of flint glass, to chemically counteract the influence of those substances which might impair its tint. So that the manufacturer would rather pay large prices for his sand, than trust to expedients which in their application might fail, and thus cause a greater loss.
One of the principal and most troublesome impurities met with in sand, is iron in the form of oxide. There are two oxides of iron: one, the protoxide, which imparts a green colour to glass; and the other the peroxide, whose staining property is yellow. A very small quantity of the former will give an appreciably green tint, whereas it requires a large quantity of the peroxide to produce even a delicate yellow. In all glass making, it is found necessary to use something which will counteract the colouring properties of these two oxides. The material employed was black oxide of manganese. This is still used in certain glass-works, but from its injurious action on the fire-clay pots, arsenious acid or common white arsenic is employed to effect the same object. The chemical action in the two cases is different: the black oxide of manganese is what is termed an oxidizing agent, and gives up, at a high temperature, a portion of its oxygen to the protoxide of iron, thereby converting it into the peroxide. It thus becomes comparatively harmless, by converting a quantity of that oxide, which gives a green colour, into the other oxide, which has little or no power of colouring, except it be present in large quantities. The difficulty in using black oxide of manganese is, the exact proportioning of it to the quantity of iron present in the sand, a quantity which cannot be easily determined. If the black oxide of manganese be used in excess, some of the oxide of manganese remains unreduced, and, when this is the case, it gives a purple colour to glass. If used in exact proportions, it is reduced to an oxide which does not impart colour to glass. This may be seen in many of the old plate glass windows which were employed for glazing purposes some sixty or seventy years ago, the colour of the panes being generally purple.
Since this article was written, I have been consulted by a glass firm of eminence, as to the use of pure black oxide of manganese in the manufacture of flint glass, instead of that ordinarily supplied in commerce. The black oxide of manganese usually sold contains many other constituents besides black oxide of manganese; amongst these are iron, copper, cobalt, and alumina.
The iron, as will be seen from what has before been stated, is a decidedly objectionable ingredient to use along with the manganese.
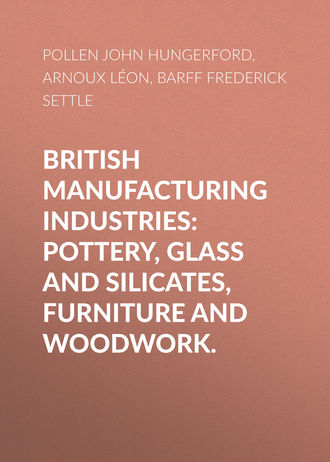
Copper and cobalt both stain glass, the former of a bluish-green colour, while the latter makes it blue; and a small quantity of the latter has great staining power. I have thought it advisable to give analyses of the black oxides of manganese, and they are as follows:
Binoxide of manganese (Molecule, Mn.O2), is found native as pyrolusite or polyanite. Appended are two analyses of pyrolusite containing sesquioxide of iron.
The native binoxide often contains both copper and cobalt in addition to iron; frequently to the amount of as much as 1 per cent. of copper and about ·54 per cent. of cobalt.
Wad, a native binoxide of manganese, sometimes contains 54·34 per cent. of iron, while nearly all the manganese ores contain more or less alumina, varying from ·5 per cent. to as much as 20 per cent.
From the composition of ordinary commercial black oxide of manganese, as shown by these analyses, it is evident that it is better to use the pure article, and this has been found to be the case by the firm who have adopted it in lieu of commercial black oxide of manganese. I therefore strongly recommend all glass makers to try and experiment with it, for the results obtained will largely counterbalance the extra cost of the pure material; and I also much doubt whether the same injurious effects will be produced on the pots, as is the case where commercial manganese is employed.
Arsenious acid also acts as an oxidizing agent, in that it gives up its oxygen to the protoxide of iron, converting it into the peroxide; but the arsenic itself, which has lost its oxygen, is reduced to the metallic state, and being volatile, does not remain with the glass, but passes off by the flues of the furnace. If too much arsenic is used, it sometimes renders the glass milky or cloudy.
Before describing in detail the method of mixing and founding glass, it will be necessary to mention the composition of the vessels in which the glass is made. They are called glass-pots, and differ in shape according to the different kinds of glass to be made in them. Glass-pots are made of fire-clay (generally the best Stourbridge), which is a silicate of alumina, and here great care is taken to select that which contains least lime or iron. It is ground, then moistened and well kneaded together, and left to ripen, while a certain quantity of old glass-pot is ground fine and mixed with the fresh fire-clay. Masses about the size of two hands are kneaded separately, the object being to exclude all air bubbles, and to obtain a perfectly homogeneous lump. The bottom of the glass-pot is then laid, the masses of fire-clay being pressed in with the greatest care, so as to avoid all cracks or places where air might enter during the slow process of drying.
The modern shape is round; though formerly certain glass-pots, called cuvettes, used in the purifying of plate glass, were square. Pots used in the manufacture of common crown and sheet window glass, generally speaking, are larger at the top than at the bottom; but whatever may be the shape of the pot, the method of its building is the same. The sides are carefully made of fire-clay, each piece being laid on by itself and kneaded like the bottom of the pot, so that it is slowly built up until it reaches the desired height. It is then dried very gradually, and the process is finished in artificially warmed chambers. Before putting it in its place in the glass-furnace, it is allowed to remain for some time in what is called a pot-arch, that is, an archway built of fire-clay bricks, along the side of which is a fireplace, by means of which the arch is brought up to a red heat; and after it has been heated sufficiently, is removed while red-hot and put into the furnace. Glass-pots are never allowed to cool, and with care they may last for several months. From this description of their manufacture, it will be clear that it is attended with considerable cost, varying from 5l. to 10l.
There are three different kinds of ordinary pots for crown, plate, and flint glass; and of these the last is decidedly the most expensive, as its top is covered over, and presents the appearance of a dome with an opening in front, through which the materials can be introduced when the pot is charged, and from which, when made, the glass may be drawn, in order to be blown into shape by the workman. In glass-furnaces the pots are sometimes arranged in a circle, with their mouths opening into the glass-house; but now a different construction is sometimes employed, since other methods of heating the furnaces have been introduced. It is hardly within the scope of this article to enter into a description of glass-furnaces; suffice it to state, that they should be of such a construction as to yield the greatest amount of well-regulated heat for the smallest consumption of fuel, and this object seems to be best effected by the adoption of Mr. Siemens' excellent principle of heating furnaces. For some years his process has been in use at the Thames Plate Glass Company's Works, where the saving of fuel has been very considerable, and the glass greatly improved, owing to the fact that impurities from the fuel employed cannot possibly find such easy entrance into the glass-pot. In any case, the construction of the furnace is such, as to be best adapted to the convenience of the workmen, according to the kinds of glass which they have to make. Differently arranged furnaces are used for bottles from those employed for crown and sheet glass.
It has lately come to my knowledge that flint glass, that is to say, the glass used for tumblers, decanters, and such like, is occasionally injured by the appearance in it of little opaque white spots. Some portions of glass of this character have been analyzed by me, when I found that these white spots were owing to the presence of a glass containing alumina. Now alumina raises the melting point of any glass of which it is a constituent. So, then, these white spots were due to the presence in the flint glass, which was perfectly clear, of a much less fusible glass which was only partly made when the flint glass was ready for working. On investigating the matter, it was found that the alumina came from the glass-pots, for when by my advice the faulty pot was withdrawn from the furnace and carefully examined, although it had been in work only six weeks, the bottom was honey-combed to a very considerable extent, showing that portions of the pot had been dissolved; and inasmuch as the fire-clay, of which the pots are made, contains a large quantity of alumina, it was not difficult to trace the source of these white spots which had rendered useless much very valuable glass. On inquiry it was found that the pots had been made entirely of new clay, and on reference to the book of workings, which was kept in the glass-house, it was also found that for some time, the glass-pots used in that establishment had been made of new clay, and that on a previous occasion a similar calamity had before happened.
In the records kept where pots were made, as has already been described, with a portion of old pot as well as new clay, no white spots had ever appeared in the glass. It is therefore manifest, that it is much safer to use a portion of old pot than to trust to pots made entirely of new clay.
Having considered briefly the manufacture of glass-pots, I shall proceed to the treatment of the materials to be employed. In making common window glass, ordinary sand, which does not contain any very large quantity of iron, may be used, the alkali employed being sulphate of soda, while the purifying material is either arsenic or black oxide of manganese. A small quantity of anthracite coal is added to the mixture, in order to assist in the reduction of the sulphate of soda, together with some lime. The materials are carefully mixed and placed in the furnace, where they are heated for some time, a process which is called "fritting." Its object is to perfectly dry the materials, so as to expel carbonic acid gas, which would otherwise cause swelling in the glass; but no combination must take place, to allow of silicates being formed, otherwise the alkali would melt first and attack the substance of the glass-pots, and part of it would be volatilized and lost. When this operation is completed, the fritt is put into the hot glass-pot, and submitted to the action of the heat of the furnace, until the glass is made, or "founded," as it is technically termed. In the case of sheet and crown glass, this process lasts from sixteen to seventeen hours, for it will be remembered that the top of the pot is open to the furnace, so that the flames pass over the surface of its contents. In this way the materials get heated more rapidly than when a covered glass-pot is used.
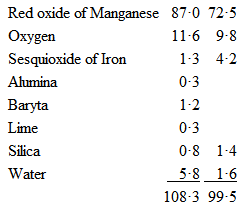
M. Gehlen gives as a good mixture for window glass:
Different makers have different mixtures. This by M. Gehlen is given as about the proportions of the several constituents employed.
The charging of the pots is conducted in this manner: they are filled with lumps of fritt, and the heat of the furnace is raised as rapidly as possible, until, in about eight or nine hours the fritt has run down or melted into glass. More fritt is then added, which also melts, and from time to time this is repeated, till the pot contains a sufficient quantity. After about sixteen hours the whole has become converted into glass, and the surface of the molten mass is covered with liquid salt and sulphate of soda. This scum is called glass-gall or sandiver, and is carefully removed with iron ladles. Some broken glass, or cullet, is now thrown into the glass-pot, a little at a time, the object being to cause any salt which may remain in the pot to rise to the surface, which is then removed, and so the glass is in this manner purified, after it has been further heated for some hours, to expel gases.
When the glass is made, and its temperature so reduced that it is in a doughy or pasty state, it is then worked off by the blowers into either sheets or tables, as is desired. The blowing of sheet and crown glass is a work of considerable difficulty and labour, and one which cannot be successfully performed, except by a workman who has been brought up from boyhood in a glass-house. A quantity of the soft glass is collected or gathered on the end of a blowpipe, and the workman then blows into it, and distends it into a globular form. Now it is necessary, in making sheet glass, that that globular form should be elongated; the workman therefore holds his blowpipe, which is about five feet long, in a vertical direction, and the softened globe becomes pear-shaped. By dexterously swinging the blowpipe from side to side, which he does while standing on a plank placed over a sort of pit, and by causing it to rise on either side, he converts the pear-shape into a true cylinder, having rounded ends. When the cylinder has assumed the exact shape desired, he places his thumb on the end of the blowpipe, and holds the opposite end of the cylinder in the mouth of the furnace. The glass softens at the heated end, and the expanding air causes it to burst the opening. It is then shaped with a suitable tool, so that it is of the diameter of the cylinder. When the latter is cooled, a piece of hot glass is applied to its shoulder with a pontee, and is drawn out into a thread around it. This makes the glass hot. The thread of glass is removed, a cold instrument is applied rapidly, and the shoulder of the blowing is cut off. The glass is next detached from the blowpipe, and its ends removed, and it is then annealed for a short time, and cut down lengthways internally by a diamond. It is afterwards placed, with the long cut uppermost, in what is called a flattening kiln, that is, in a sort of oven or furnace heated to a high temperature and having a perfectly smooth stone floor; after a short exposure the glass softens, and a workman, with suitable wooden tools, opens it out where it was cut by the diamond, and causes it to lie flat upon the stone. It is then rubbed by a wooden tool, and in this way is flattened, removed from the flattening stone kiln, and placed in a hot chamber, in which it is allowed to cool slowly, for the purpose of "annealing."
Sheet glass, formerly called broad glass, was originally made on the Continent; but its manufacture, first established in this country by the introduction of foreign workmen, has extended to very large dimensions, and the quality of English sheet is now quite equal, if not superior, to anything that is produced abroad. The advantage which it possesses over crown glass is, that much larger sheets can be made, and this is very easily noticed if we examine the larger dimensions of common window panes compared with those which were formerly made. Even now the workmen employed in this class of manufacture are generally Belgians. A sheet glass blower must be very strong, and have great skill in handling his blowpipe, for the cylinders which he blows are frequently sixty inches long, and their weight is very considerable. Glass shades are blown by sheet blowers. These sometimes are very large, and require great skill. When their shape is to be that of a cylinder with a dome top, they are made as in the ordinary course of blowing a cylinder of sheet glass, but instead of one end being burst as described, they are simply detached from the blowpipe. When they have to be oval or square at their bases, they are blown into wooden moulds of the required form, which have their insides charred. The gathered mass of glass is placed inside such a mould, and is then blown into until it touches the sides. This is an operation requiring great strength and delicacy; strength to blow with sufficient force to bring the softened glass to touch the mould in all its parts, and delicacy to prevent the pressure from being so great as to cause the outside of the glass shade to receive marks on its surface from the mould.
The shaping of the molten glass into tables of crown is different in detail. The globular mass formed by the first blowings is held by a workman vertically over his head. An assistant gathers a small quantity of soft glass from the furnace on the end of a pointed iron rod, and causes it to adhere to the flattened surface, at a point opposite to that to which the blowpipe is attached. The glass near the blowpipe, while hot, is touched with a cold instrument, and immediately cracks around its neck, detaching the blowpipe from the mass. The pointel is taken by the blower, and the opening formed by the removal of the blowpipe is placed opposite to what is called a "flashing" furnace, that is, a furnace with a large circular opening in its front, and which is heated to such an intense degree, that it is impossible for a person unaccustomed to it to approach within several feet of the furnace-mouth. The workman generally wears a shield or screen to protect the upper part of his body and face. The glass becomes softened by the heat, and the workman gives his pointel a rotary motion, somewhat similar to that which a housemaid gives to a mop when she trundles it; and as the glass softens, the opening gets larger and larger, until at last the softened mass instantaneously flashes out into a circular sheet, an operation which produces a very startling effect upon the eyes of anyone beholding it for the first time. The circular crown table thus made is detached from the pointel, and the mass of glass which caused it to adhere forms what is known by the name of the bull's eye. The table thus made is, like the sheet, placed in an annealing furnace, and there left for a proper length of time.
The manufacture of plate glass is altogether different from that of crown and sheet. First of all, much greater care is taken in the selection of the materials, the sand used being of a purer kind than that employed in the manufacture of common window glass; the alkali is of a better quality; and more caution is taken in all the manipulative processes prior to the melting of the mixture. Arsenious acid is more frequently used than manganese for the correction of the iron impurity. It has been noticed that in the plate glass-pots, there are grooves placed around their sides, and these are intended to receive metal claspers, by means of which the pot can be removed bodily from the furnace. In former times the glass was made in large pots, and then ladled out into smaller ones, of a square form called cuvettes, and in these it was left exposed to the heat of the furnace for a length of time, in order that it might be refined, by the rising of impurities to the surface and by the escape of air bubbles. The use of these cuvettes is now discontinued, and the pot in which the glass is founded is removed from the furnace and its contents poured upon the tables on which the plate is formed, by the action of rollers. A plate glass table is made of iron; its surface is smooth and of the size required to make a large plate, and it is placed upon wheels and run upon a tramway from one part of the glass-house to another, so as to be opposite to the mouth of the furnace from which the glass-pot has to be removed. Along the sides of this table, taken lengthways, moveable strips of iron are placed, rising above it to a sufficient height to secure the desired thickness for the glass plate, and on these strips runs a roller, so adapted that it can be made to pass pretty readily from one end of the table to the other. The contents of the glass-pot, when placed over the table by means of a crane and tilted up, fall out somewhat as a lump of dough would fall from a kneading trough if it were inverted, for it must be borne in mind that the glass in this process is not in a very fluid state. The roller is made to pass rapidly over the softened glass, and in this way spreads it over the table, until it comes in contact with the strips placed along the edge, which serve as gauges for determining the thickness of the plate. After the plate is formed, it immediately sets, and is removed while hot into an annealing furnace, which is always so placed that the glass can be transferred to it from the table with the least possible delay. In this furnace several plates of fresh-made glass are deposited, and are allowed to cool extremely slowly, in order that the glass may be properly annealed. When this process is completed, the plates are removed, the edges are trimmed off with a diamond, and one plate, bedded in plaster of Paris, is placed upon a flat stone receptacle; another plate, also coated on one of its sides with plaster of Paris, is made to adhere to a piece of machinery placed directly above the other plate, and is so situated, with respect to this latter, that the two surfaces are perfectly parallel one to the other.