Полная версия
В поисках идеального потока. История Производственной системы Росатома
Выявление наиболее активных работников предприятий, поощрение рядовых работников за каждое принятое предложение.
ЧЕТВЕРТЫЙ ЭТАПСоздание постоянно действующих «кружков качества». Сразу скажу, что все, что мы увидели в «Казатомпроме», дало нам пищу для размышлений, но плотного контакта там не произошло. Мы не стали перенимать, копировать этот опыт, а сделали вывод, что нам, как и им, нужно идти своим путем.
Примерно в это же время у меня была встреча с Алексеем Мордашовым, руководителем «Северстали». Он прислал нам специалиста, который курировал направление «Северсталь-кайдзен». Оказалось, что они сделали два пилотных участка – упаковки холоднокатаного листа и погрузки его в вагоны. Там были большие начальные потери по времени, которые в итоге были сокращены на 45 %.
Формат работы был такой: «Северсталь» законтрактовала консультантов-японцев на шесть месяцев. Четыре внешних консультанта все это время жили и работали в Череповце. Под них компания выделила девять освобожденных внутренних консультантов со стопроцентным отвлечением – от рабочего до старшего мастера. Эти консультанты, в свою очередь, выучили 61 менеджера по непрерывному улучшению работы во всех 34 цехах завода.
На этом этапе «Северстали» показалось, что задача выполнена – они взяли от консультантов все, что могли, и компания ушла от внешнего сопровождения, начав двигаться своим путем. Но за столь короткий срок производственная система на заводе привиться не успела, начались торможения. Компании пришлось возвращаться и как будто бы заново делать шаги в этом направлении.
Мы сделали для себя вывод, что не стоит обольщаться первыми успехами и не надо торопиться надеяться только на себя. Это сильно пригодилось нам в будущем.
2. Основы системы
Расскажу теперь немного о самой сути производственных систем на примере TPS – одной из крупнейших и самых успешных в мире. По крайней мере, практически все производственные системы и Запада, и Востока ориентированы именно на нее с точки зрения базовых основ. Расскажу своими словами, как я ее понимаю. Допускаю, что это может не совпасть с классическими формулировками ее основателей. Да простят они меня за это. Хотелось бы, чтобы читатели для начала получили общее представление, которое будет постепенно расширяться в каждой главе.
Toyota Production System (TPS) – это не только сводная техника рационализации изготовления изделий, относящаяся ко всем областям производства. Это еще и мышление, основанное на принципе уважения к человеческому труду и последовательного устранения всех видов потерь (кайдзен).
Кайдзен – это японская философия и практика одновременно. Кайдзен предполагает непрерывную последовательную деятельность по улучшению всех процессов, причем приоритетом является не совершенствование оборудования.
Кайдзен не является задачей выделенных специалистов, а должен осуществляться всеми сотрудниками и руководителями на своих рабочих местах. На практике кайдзенами называют конкретные улучшения – у нас это ППУ (предложения по улучшениям), их подают конкретные люди.
Важно, что непрерывное совершенствование воспринимается как способность двигаться вперед к новому желаемому состоянию через неясную в начале, непредсказуемую траекторию, внимательно воспринимая фактические условия и реагируя на них. Отсюда вытекает понимание о трех состояниях производственного процесса.
Текущее состояние – то, что происходит в данный момент.
Идеальное состояние – производство с самым высоким качеством, самой низкой себестоимостью и самым быстрым выполнением заказа. Идея поиска такого идеального потока вошла в название нашей книги.
Целевое состояние – то, которое может быть достигнуто к определенному времени в рамках реализации проекта, направленного на улучшение производственного процесса.
Каждый новый проектный цикл предполагает определение нового целевого состояния с четко определенными сроками и показателями как количественными, так и качественными.
Считается, что основные принципы производственной системы разрабатывались с момента основания компании Toyota в начале XX века, когда Сакити Тоёда занимался производством автоматических ткацких станков. Он изобрел устройство, которое останавливало работу станка в случае возникновения нештатной ситуации, это позволяло оборудованию работать автономно – без постоянного контроля со стороны рабочих – и открывало путь к многостаночности. Это изобретение стало основой принципа «дзидока» (умная автоматизация).
Позже появился второй основной принцип, его предложил Тайити Оно – «точно вовремя», означающий, что для быстрого реагирования на изменения и повышения эффективности управления производством изготавливаются и перемещаются только необходимые детали в необходимый момент времени и ровно в необходимом количестве по запросу или требованию от последующего процесса. Обязательным условием для выполнения принципа «точно вовремя» является выравнивание (продаж, заказов и самого производства).
Три направления развития для принципа «точно вовремя»:
ВО-ПЕРВЫХ, это создание тянуще-восполняющей системы, при которой следующий процесс «вытягивает» с предыдущего необходимые комплектующие, а предыдущий процесс производит ровно столько, сколько было вытянуто.
ВО-ВТОРЫХ, соблюдение времени такта (времени, за которое нужно производить одну деталь или одно готовое изделие), что позволяет избежать как недостаточного производства, так и перепроизводства.
И В-ТРЕТЬИХ, это создание непрерывного потока – устранение задержек изделий на операциях и между операциями.
Понятие «натянутая нить потока» означает, что изделие в процессе производства всегда находится в движении:
– перевозится;
– находится в руках станочника;
– обрабатывается;
– снимается со станка;
– опять едет дальше.
Так и человек, который работает над этим изделием, должен работать все время, а не стоять как охранник у станка. Если человек, машина или изделие стоят, то нить потока расслабляется, и эту проблему нужно немедленно решать. «Оперативный кайдзен» – это быстрое решение проблем приводит опять к натягиванию нити потока.
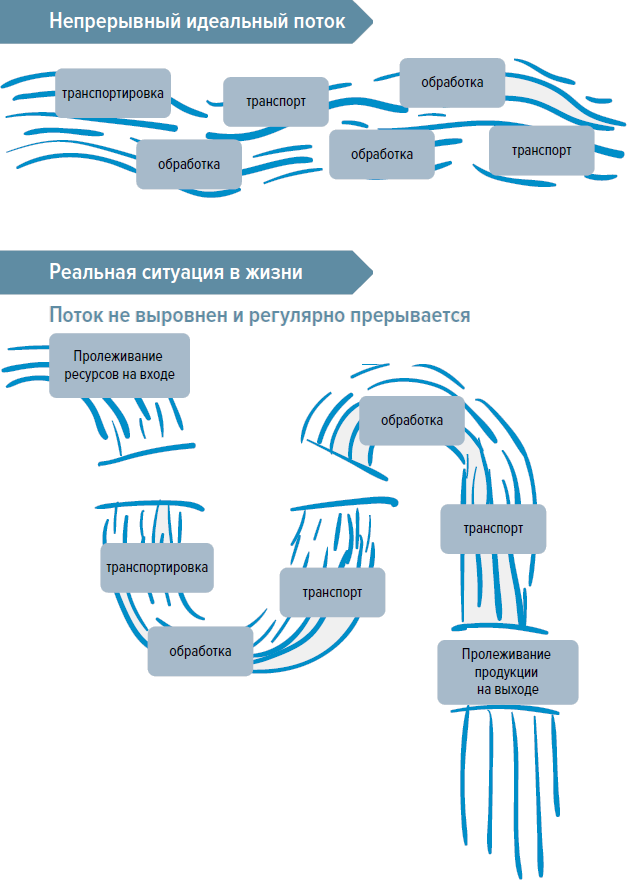
Поток – это вообще очень интересная (я бы даже сказал, сакральная) тема, одна из главных идей производственной системы. Смысл в том, что любой производственный процесс, любой бизнес-процесс должен течь как река. В главный поток впадают притоки, в них – более мелкие ручейки, и все это должно двигаться плавно и непрерывно. Представьте себе реку – разорванную. Вот так прямо картинку представьте себе: вот здесь течет, а вот здесь стоит (см. рис.). Такого быть не должно! Ничто и нигде не должно создавать препятствий для плавного хода потока – течения производственного процесса (именно это – идеальное состояние потока).
Не надо, кстати, думать, что эту логику придумали японцы. Считается, что поточное производство началось с фордовских конвейеров, но если углубиться в историю, мы увидим, что человечество всегда интуитивно к этому стремилось.
Первым потоком вообще можно считать производство деревянных колесниц в Древнем Риме. Голландия стала великой морской и торговой державой благодаря поточному производству кораблей. Те, у кого был поток, всегда обгоняли всех конкурентов и становились великими государствами.
Было все это и в Советском Союзе. Прообраз производственной системы зарождался еще в период НЭПа. Во время Великой Отечественной войны были удивительные примеры поточной работы, затем всплеск научной организации труда в 60-е годы (я дальше буду об этом достаточно подробно рассказывать). К сожалению, потом это все было формализовано, мы многое утратили, забыли.
Производственная система – поток
А Toyota опыт СССР активно использовала, они этого и не скрывают. А параллельно развивалась западная система Lean (от англ. lean production, lean manufacturing – «стройное производство»), которая взяла свое начало в TPS, но потом пошла более прагматичным, формализованным, шаблонированным путем. На Западе считают, что если технология «оптимальная» (всех устраивает на данном этапе), то ее трогать не надо. Японцы все же более гибкие, они говорят: «Трогать надо, причем все время». Потому что надо все время улучшать.
* * *Теперь давайте посмотрим, что же означает на практике внедрение производственной системы по-японски, по-тойотовски, как нас учил Н. Хаяси. Toyota ставила цель, чтобы Производственная система Росатома была один в один Toyota Production System. Разберем подробно, как работают два столпа: «точно вовремя» и «дзидока» – умная автоматизация, или автономизация (в специальной литературе это переводится по-разному).
Итак, принцип «точно вовремя» применительно к нашим предприятиям.
Вот мы заходим на завод. Прежде всего смотрим на внешние факторы: заказ – выравнен или не выравнен, причем как по объему, так и по номенклатуре.
В рамках одного из заказов на оборонном предприятии у нас было так: по месяцам 300, 150, 0, 0, 50, 300, 100, 0 (единиц продукции). Вот скажите, как можно жить в условиях такого заказа? Как выравнивать под него производство? Мы тогда съездили к коллегам и договорились на какое-то время, чтобы было 200, 200, 200, 200, 200. Это был внешний заказ, нам это удалось, но может и не получиться. Тогда будет «гибкая линия» – в потоке каждый день разный выпуск продукции в единицах и, соответственно, разное количество людей и несколько суточных стандартов работы. Японцы нас этому научили. На примере сборки ТВС РБМК на МСЗ мы дальше об этом расскажем.
Но все равно мы должны предпринять максимум усилий по выравниванию заказа, а потом уже сделать все, чтобы выравнивать производство, по месяцам, неделям, дням и часам. Мы же не можем, например, на месяц людей брать, потом их всех (или половину) отправлять в административные отпуска, потом снова принимать обратно. При таком рваном ритме производства ни один завод работать не сможет. В отсутствии стабильности по отношению к производственной площадке бессмысленно делать подходы по принципу «точно вовремя». Если внешний заказ не выравнен, то при выравнивании производства неизбежно будет запас. Такая, знаете, своего рода жертва выравнивания. И это вынуждены делать многие предприятия.
Теперь смотрите, что происходит дальше. Мы беремся за оптимизацию. Как правило, сначала одного потока какой-то основной продукции. А уже потом тиражируем эти подходы на остальные. Предположим, мы берем один поток. Начинаем картирование. Делаем карту маршрутов, которая выглядит как паутина или сеть: на ней учтены все возвраты, пересечения… Возвраты называются петлями, они бывают большие и малые. Петли между площадками, заводами – большие, а где-то между цехами или участками, в пределах одного завода – малые. Мы должны выявить все разделения и слияния.
Разделение – это когда детали или изделия по завершению операции могут направиться с одного станка по нескольким маршрутам. В идеале с одного станка все детали идут на другой станок (один). Деталь может на одном станке обрабатываться, а может и на другом. В каждом конкретном случае мастер решает, на какой станок она пойдет. И это неправильно. Чем запутаннее сеть маршрутов, тем больше вероятность того, что выход из строя одного станка – узла сети – потянет за собой остановку всей сети, всех потоков. Это регулярно приводит к непрозрачности и сбою – в планировании, в производственном контроле. Когда потоки разделены, при выходе из строя одного станка остановится только один поток, а не все.
И наоборот. Слияние – это когда есть несколько деталей, и эти потоки сливаются на одном станке. Тогда возникает дилемма: какую деталь делать сначала, а какую потом? Операторы в лучшем случае будут вынуждены выстраивать некую приоритетность. Например, вначале будут обрабатываться детали с более длинным циклом, потом их будут «догонять» детали с более коротким циклом обработки. Это в лучшем случае. А обычно – как придется.
Создание производственной линии, где между потоками групп изделий, проходящими через несколько операций, нет слияний и разделений, называется выпрямлением потока.
Суть картирования как раз в этом. Сначала делается карта маршрутов (без информационных потоков, размера партии запуска для изделий, мест хранения). А дальше она переходит в карту материального и информационного потоков. На которой помимо увеличения продукции обозначается и движение информации. А потом движение продукции детализируется местами и объемами хранения изделий, информацией о способах транспортировки.
Почему нужно так подробно говорить о картировании? Потому что визуализация – это неотъемлемая составляющая производственной системы. Именно инструменты визуализации на любом этапе работы, на любом рабочем месте помогают с одного взгляда оценить, правильно ли идет процесс или существуют отклонения, которые нужно срочно устранять.
После того, как картирование закончено, начинают уже оживать все требования первого столпа TPS – «точно вовремя»: что надо работать по времени такта, ритмично работать, а затем выставлять требования к производству, когда на следующий передел должно передаваться только то, что нужно, в нужное время и в нужном объеме. И желательно, чтобы это был поток единичных изделий. Или, если это партия изделия, то нам надо постоянно ее уменьшать. Но в реальной жизни мы сталкиваемся с тем, что невозможно работать по времени такта, в нормальном ритме, если у вас нестабильно работает оборудование. И тогда начинается отдельное проектное исследование по КЭГу – коэффициенту эксплуатационной готовности оборудования (это отношение времени простоя к времени работы оборудования, умноженное на 100 %).
Мы знаем, что можно работать по времени такта и, соответственно, начинать внедрять элементы тянуще-восполняющей системы, когда КЭГ больше 80 %. Но вопрос: а если 65 % или 50 %, то вообще невозможно внедрять тянуще-восполняющую систему?
Ответ: можно, если создать запас. То есть при низком КЭГ, если есть возможность создать запас, то можно внедрять тянуще-восполняющую систему.
Итак, мы:
– зафиксировали материальные (перемещение заготовок, изделий) и информационные (выдача производственных планов, указаний на запуск изделий, требований на транспортировку) потоки, выявили проблемы;
– стали переходить к непрерывному целевому потоку;
– устранили большое количество разделений и слияний;
– начали внедрять тянуще-восполняющую систему;
– отработали систему запуска производства;
– запустили логистические цепочки: по фиксированному времени и нефиксированному объему или наоборот.
Операторы сами уже ничего не перемещают. Логистическая система перевозок начинает работать автономно. В этот момент и начинаем уменьшать партию – желательно до потока единичных изделий.
Вот логика первого столпа – «точно вовремя». При этом здесь много нюансов, с какой частотой надо «тянуть». Это называется уровень системы «точно вовремя». (Если заготовки перемещаются между операциями один раз в месяц, это низкий уровень. Один раз в час – высокий. А по времени такта – идеальный.) Один раз в три месяца, как это было в свое время, атомные станции «тянули» топливо с МСЗ, мы потом перешли на один раз в месяц. Или раз в неделю – между цехами. Или раз в день, или раз в два часа, или раз в час. На потоке РБМК на МСЗ, например, мы пока дошли до частоты один раз в два часа.
Примерно на этом этапе возникает тема стандартизированной работы оператора / рабочего. Стандартизированная работа – это способ максимально эффективной организации работ опреатора, гарантирующий 100 % качество и безопасность выполнения работ. Стандартизированная работа включает в себя три элемента: время такта, последовательность выполнения операций и стандартный запас. Мы анализируем движение оператора. Следим, чтобы время цикла максимально подходило под время такта. Следим за загрузкой оператора. Стараемся, чтобы она была 85–90 %. Не 100 % и тем более не 104 %, как это существует на Toyota. Мы до такого еще не созрели. А как у них это работает, расскажу чуть позже.
Дальше мы переходим к умной автоматизации, или автономизации. Напоминаю, второй столп системы Toyota берет свое начало от ткацкого станка: когда рвалась нить, он останавливался сам, без участия человека. Это превратилось в такую концепцию самостоятельной принудительной остановки при возникновении нештатной ситуации.
Эта концепция получила развитие в трех направлениях конкретной логики работы на площадке:
1. КАЧЕСТВО, ВСТРОЕННОЕ В ПРОЦЕСС. Нельзя на следующий передел передавать брак (если более широко, то встроенное качество – это деятельность, направленная на последовательное и полное обеспечение качества на каждой операции за счет четкого определения условий выхода годного (по оборудованию, технологиям производства, изготовлению).
2. РАЗДЕЛЕНИЕ РАБОТЫ ЧЕЛОВЕКА И ОБОРУДОВАНИЯ. Оператор не должен сторожить станок. Оператор должен обслуживать несколько единиц оборудования.
3. ОСТАНОВ В СЛУЧАЕ НЕИСПРАВНОСТИ (ОТКЛОНЕНИЕ). ВИЗУАЛИЗАЦИЯ. Оборудование должно само распознавать отклонения и останавливаться, чтобы не производить дальше брак. При возникновении неисправности ее необходимо немедленно устранить → а для этого необходимо визуализировать / выставить напоказ / уведомить ответственное лицо → визуализация отклонений.
Здесь нужно пояснение. Если честно, не усваивается в русской ментальности вот это определение «дзидока» – умная автоматизация. Но пока аналога не придумали.
В этом смысле, уменьшая партию до потока единичных изделий, мы открываем своеобразный «ящик Пандоры». По мере снижения партии «нить натягивается» в потоке – начинают со страшной силой лезть проблемы. И весь смысл этого второго столпа – выявить их вовремя, не передать в виде брака. Быстро остановиться и максимально быстро решить проблему.
Далее – работа по массовому вовлечению персонала. Работа по мотивации персонала на подачу предложений по улучшениям (ППУ). У японцев же все это тоже есть. Но пользуются они этим «клеем» очень гибко. А мы стремимся сразу перевести все в план: количество ППУ на рабочего в год, количество ПСР-проектов на руководителя в год, количество прошедших обучение… Японцы, когда слышат об этом как о какой-то самостоятельной цели, приходят в шок.
И еще один аспект. Об этом довольно ярко писал еще Генри Форд в книге «Моя жизнь, мои достижения». Он красочно описывал опасности, которые возникают, если управление предприятием доверяется финансистам, банкирам, мыслящим исключительно категориями денег или КПЭ. Для них предприятие выпускает не товар, а деньги. Им нравится наблюдать за потоком денег, а не за эффективным процессом производства.
Это самый сложный момент в становлении любой производственной системы. С ним неизбежно столкнутся все, кто, возможно, пойдет после нас.
Что еще нужно знать о производственной системе? Один из важнейших ее инструментов – 5С:
1. СОРТИРОВКА
нужное оставить, ненужное убрать;
2. СОБЛЮДЕНИЕ ПОРЯДКА
где что должно лежать: что-то под рукой, а что-то подальше;
3. СОБЛЮДЕНИЕ ЧИСТОТЫ И ГОТОВНОСТИ
источники загрязнения убраны, сверла наточены, инструмент поверен и т. д.;
4. СТАНДАРТИЗАЦИЯ
нарисовать памятку, чтобы все помнили;
5. СОВЕРШЕНСТВОВАНИЕ
ищи, как улучшить, – думай!
Классическая система 5С – это, кроме элементарного порядка на рабочем месте, еще и быстрая фиксация отклонений: когда тщательно убрано рабочее место, ты сразу увидишь утечку масла и устранишь; разные инструменты/приспособления покрашены разным цветом – ты сразу видишь отклонение, если их больше или меньше. На складе ты видишь точку заказа и неснижаемый запас и тоже сразу ловишь отклонения. Это и информационный ярлык (канбан), который сопровождает деталь, как командировочное удостоверение человека в командировке, и каждый переход фиксируется. Подходишь и видишь: ага, деталь в это время уже должна быть в обработке вон на том станке, а она все лежит. Непорядок, нужно исправить. Все это элементы второго столпа.
Вот таким образом, шаг за шагом, мы начинаем совершенствовать производство, двигаясь от создания образцовых участков к созданию образцовых потоков.

http://bit.ly/3jRDU0t
Если есть желание взглянуть на классические подходы TPS и историю ее создания – по коду можно ознакомиться с докладом господина Хаяси, посвященным этой теме
https://rb.gy/fv5bge
Со словарем Производственной системы Росатома можно познакомиться подробнее, перейдя по этому QR-коду на платформу ПСР
3. Начало пути
Первые успехи и первые просчеты
Без просчетов не обошлось, особенно в самом начале. Причем зачастую ошибались мы там же, где добивались успеха. Такая история случилась на машиностроительном заводе в Подольске.

«ЗиО-Подольск» – один из пионеров внедрения ПСР
В начале 2007 года ко мне, в то время генеральному директору «Росэнергоатома», пришло обращение от Николая Ошканова, директора Белоярской АЭС. Он сообщал, что сроки поставки первого полукомплекта модулей парогенераторов переносятся ориентировочно на три месяца. Это просто срывало нам программу планово-предупредительных ремонтов и задерживало выполнение программы эксплуатации энергоблока № 3 (БН-600) на год. Один день простоя блока тогда стоил примерно 1 миллион долларов. Это было очень чувствительно для концерна, и этого нельзя было допустить.
Очень скоро ситуация усугубилась: новые модули парогенераторов ждали и на строящемся блоке с БН-800, поэтому в начале 2008 года мы пошли с ПСР на «ЗиО-Подольск».
Работа проводилась в три этапа.
НА ПЕРВОМ ЭТАПЕ – текущего состояния, непрерывный хронометраж всех операций сборки модулей парогенераторов, выявление, классификация и фиксация потерь, разработка мероприятий по устранению потерь, создание форм стандартизированной работы (хронометраж всех действий операторов, устранение всех потерь и неудобных, тяжелых или опасных элементов их рабочих движений).
НА ВТОРОМ ЭТАПЕ шла реализация стратегии на выбранных переделах (отдельных этапах в процессе производства готового продукта) – внедрение тянущей системы, решение проблем одна за другой, производственный анализ. Примерно в это же время у нас появился институт освобожденных бригадиров. В работу включился весь персонал.
ТРЕТЬИМ ЭТАПОМ было распространение опыта на другие заводские участки и обучение персонала по всему потоку. В итоге программу по обоим блокам мы выполнили в срок.
Это был первый успех. И серьезный просчет. Мне как руководителю концерна крайне важно было решить эту проблему, методами ПСР или как-то по-другому. Как именно – это тогда было вторично. Но, создавая образцовые участки, мы не подумали о том, что после выполнения задачи по выпуску модулей парогенераторов для БН-800 эти образцовые участки просто исчезнут. Тогда и у японцев к нам, и у нас к себе возник вопрос: зачем мы делали здесь все так глубоко? Надо было, уже зная, что дальше заказов не будет, в режиме ЧС выполнить задачу, а не вкладываться в эти участки до такой степени – как в образцы. Например, если мы делали позже образцовые участки на производстве топлива для ВВЭР, то мы знали, что им работать еще не один десяток лет, а с парогенераторами для БН-600 и БН-800 была единичная задача.
Похожая история случилась у нас, к сожалению, и с заказом «Газпрома» на агрегаты воздушного охлаждения и пылеуловители. Мы сделали почти идеальный поток, японцы сказали, что это прекрасная работа, что в России ничего подобного нет. И на следующий год заказ исчез. Образцовый участок развалился, сварщиков-сборщиков раскидали по другим участкам, половина из них ушла с завода вообще. Японцы, мягко говоря, удивились. Ну а как им объяснить, что так у нас в России бывает – сегодня дали заказ, а завтра нет?
Была и третья история. Мы сделали попытку купить бывший флагман атомного машиностроения – «Атоммаш» в Волгодонске. Не договорились с собственником. Ладно. Сделали близкий к идеальному поток по сборке парогенераторов ВВЭР в цехе на «ЗиО-Подольск». А через пару лет «Атоммаш» к нам все-таки приплыл, и мы перенесли это производство туда. Что значит переносить? В одном месте фактически развалить, в другом делать с нуля. Что тут скажешь? Вот так получилось. Мы допускали ошибки и учились на них. Эх, и мутузил меня тогда за это господин Хаяси! И справедливо, и было стыдно.