Полная версия
Курс Трубопроводная арматура. Модуль Краткий курс для менеджеров
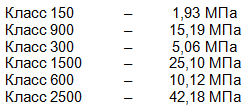
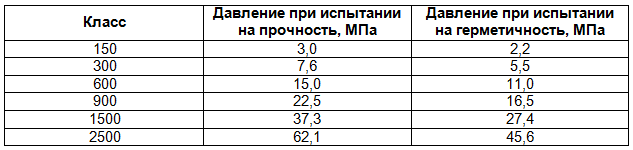
В табл. 1.10 приведены значения испытательных давлений для каждого класса
Табл. 1.10. Испытательные давления на прочность и герметичность по ANSI
Испытание под давлением на прочность задвижек должно выполняться в сборе с дисками, клиньями и шпинделями в открытом положении, а в кранах – в полуоткрытом.
Испытательная среда должна подаваться по направлению движения рабочей среды. Клапаны с сальниками должны проверяться подачей среды в противоположном направлении. Для определения герметичности верхнего уплотнения клапан полностью открывают. Испытание места уплотнения должно быть выполнено в течение минимального периода, указанного в табл.1.11.
Табл. 1.10. Продолжительность испытаний, с

Давление должно подаваться следующим образом:
1 Задвижки – последовательно с каждой стороны клина;
2 Клапаны запорные – под золотник;
3 Клапаны обратные – со стороны выходного патрубка;
4 Краны – три раза, последовательно, с каждой стороны пробки.
Как правило, не допускается никаких визуально обнаруживаемых утечек в течение испытательного времени, что должно быть отражено в акте испытаний, подтверждающем, что арматура была проверена в соответствии с требованиями стандарта, с отражением фактических давлений и среды, используемой для испытаний.
В отечественном арматуростроении действует ГОСТ 9544–93, устанавливающий величину допустимых утечек при проверке герметичности запирающих элементов различных видов арматуры.
НПФ ЦКБА разработана более современная версия этого стандарта, который в настоящее время согласовывается с национальными органами стандартизации стран СНГ.
Новый стандарт распространяется на все типы запорной арматуры на номинальное давление РN от 0,1 МПа до 42 МПа и диапазон номинальных диаметров DN от 3 до 2000. Установлены классы герметичности затвора A, B, C, D, B1, C1, D1. В данном случае под термином «затвор» понимается совокупность запирающего элемента и уплотнительной поверхности корпуса арматуры.
Изменились некоторые термины и определения. Вот основные из приведенных в стандарте:
– герметичность затвора – свойство препятствовать газовому либо жидкостному обмену между средами, разделенными затвором;
– класс герметичности – характеристика, оцениваемая наибольшей утечкой пробного вещества через затвор;
– утечка – проникновение вещества из герметизированного изделия через течи в затворе под действием перепада полного или парциального давления;
– испытания на герметичность затвора – испытания для оценки герметичности после воздействия пробным веществом под давлением, установленным в стандартах или технических условиях.
Класс A, по которому утечки не допускаются, соответствует классу А ISO 5208 и ГОСТ 9544–93, а также 1–му классу ГОСТ 9544–75 для арматуры систем специального назначения. Установлен для всех типов запорной арматуры от DN 3 до DN 200 при номинальных давлениях от РN 1 до РN 420 и с номинальными диаметрами от DN 250 до DN 2000 при номинальных давлениях от РN 1 до РN 200.
Испытания проводят воздухом давлением 0,6 МПа или водой номинальным давлением, умноженным на 1,1. Допускается затворы арматуры номинальным диаметром от DN 3 до DN 200 испытывать воздухом номинальным давлением.
Класс В соответствует классу В ISO 5208 и ГОСТ 9544–93. Утечки для арматуры этого класса (в см3/мин) рассчитываются по формулам:
для воды 0,0006 × DN;
для воздуха 0,018 × DN.
Класс В1 соответствует 1 классу ГОСТ 9544–75 для клапанов. Испытания проводятся воздухом. В стандарте даны таблицы допустимых утечек при испытании давлением 0,6 МПа и с пересчетом утечек для испытательного давления, равного номинальному.
Класс С соответствует классу С ISO 5208 и ГОСТ 9544–93. Утечки для арматуры этого класса (в см3/мин) рассчитываются по формулам:
для воды 0,0018 × DN;
для воздуха 0,18 × DN.
Класс С1 соответствует 1 классу ГОСТ 9544–75 для прочей арматуры (кроме клапанов) и 2 классу ГОСТ 9544–75 для клапанов. Приведены таблицы утечек при испытании запорной арматуры всех типов при давлении 0,6 МПа и с пересчетом утечек для испытательного давления, равного номинальному.
Класс D соответствует классу D ISO 5208 и ГОСТ 9544–93. Утечки для арматуры этого класса (в см3/мин) рассчитываются по формулам:
для воды 0,006 × DN;
для воздуха 1,8 × DN.
Класс D1 в части норм утечек при испытании воздухом соответствует 2 классу ГОСТ 9544–75 для прочей арматуры (кроме клапанов), а при испытании водой – 3 классу ГОСТ 9544–75. Применяется для всех типов арматуры до DN 2000. В стандарте приведены таблицы допустимых утечек при испытании воздухом давлением 0,6 МПа и номинальным давлением, а также при испытании водой номинальным давлением, умноженным на 1,1.
Соотношение допустимых утечек для DN 50…150 при испытании водой и воздухом приведены в табл. 1.12 и табл. 1.13.
Табл. 1.12. Допустимые утечки при испытании водой давлением 1,1 PN, см3/мин

* нормы герметичности при испытании водой для этих классов не предусмотрены
Табл. 1.13. Допустимые утечки при испытании воздухом давлением 0,6 МПа для запорной арматуры на PN 6, см3/мин

* нормы герметичности при испытании воздухом для этих классов не предусмотрены
Допустимые утечки, установленные в новом стандарте, соответствуют или меньше утечек по стандартам API–6D и DIN 3230.
Соответствие классов герметичности затворов нового стандарта международным стандартам, ГОСТ 9544–75 и ГОСТ 9544- 93 приведено в таблице 1.14.
Табл. 1.14 – Соответствие классов герметичности

В зарубежной практике при оценке проницаемости часто употребляется относительная единица измерения ppm. ГОСТ 8.417 определяет её как «миллионная доля» (млн-6). Эта единица применяется при использовании течеискателей. В США чаще всего применяют метановые течеискатели, причём концентрация метана в них должна быть не менее 95–98 %. Испытательная среда подаётся во входной патрубок закрытой арматуры, а утечка определяется в заданном объёме выходной полости арматуры.
По согласованию с покупателем или по условиям спецификации осуществляется дополнительный осмотр отклонений при изготовлении, и исправления дефектов магнитной, радиографической или цветной дефектоскопии. Любые готовые клапаны или заготовки и детали, которые имеют отклонения от чертежей изготовителя или стандартов, должны быть забракованы и отправлены в изолятор брака, как заявлено в Руководстве качества.
Испытание и контроль опытных образцов арматуры
Прежде всего, перед постановкой на производство опытные образцы арматуры должны быть подвергнуты испытаниям и дополнительному контролю. Эти испытания проводятся в объёме большем, чем для серийных изделий. Они должны включать определение гидравлических характеристик, испытания для определения ресурса арматуры в циклах или часах. Арматура должна быть также подвергнута испытанию на огнестойкость, если в конструкциях используются мягкие уплотнения.
Огнестойкость, критерии и методы проверки
Стандарты, требующие проверок на огнестойкость, исходят из теоретического предположения, что пожар возникнет, и определяют, как арматура должна работать в такой ситуации.
Четыре стандарта устанавливают безопасные по огню исполнения арматуры:
API – Американский нефтяной институт, API 607
BSI – Британский институт стандартов, BS 6755
Exxоn – Независимые компании по нефтепереработке, BP3–14–1
FM – Взаимные исследования производителей, FMRC 7440.
Эти стандарты отражают важные испытательные критерии для размеров и типов арматуры, используемой в промышленности.
Сводка их требований приведена в табл. 1.15.
Табл. 1.15. Сравнение требований к испытаниям на огнестойкость
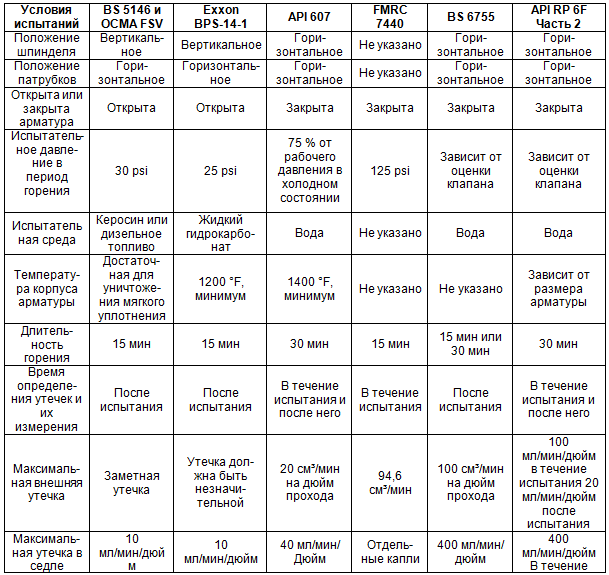

Хотя имеются некоторые различия в рабочих средах, условиях потока, топливе, продолжительности воздействия огня, размерах труб, и ориентации арматуры, также как в методах измерения и допустимости протечек, которые являются приемлемыми, цель каждого испытания в том, чтобы установить минимальный безопасный по огню уровень для арматуры в эксплуатации. В многомиллионном химическом процессе, арматура может играть роль, которая является полностью непропорциональной её размеру и стоимости.
Эти маленькие, относительно недорогие изделия являются критическими в безопасном осуществлении процесса и, так как арматура часто является первой линией в предупреждении распространения огня для огнеопасных сред, было бы чрезвычайно неблагоразумно устанавливать в системы арматуру, которая не является пожаробезопасной.
1.6. Методы выбора арматуры
Для правильного выбора арматуры должна быть проанализирована следующая существенная информация:
1) Какова функция арматуры?
А) Только открытие или закрытие
B) Регулирование
C) Предохранительная
D) Частое или редкое срабатывание
2) Как арматура будет управляться?
A) Вручную
B) Пневматически
C) Электрически
D) Гидравлически
3) Рабочая среда
A) Коррозийная
B) Абразивная
C) Расход рабочей среды
D) Скорость потока
E) Давление
F) Температура
4) Диаметр трубопровода и тип присоединения.
A) Фланцевое
B) На резьбе
C) На сварке в стык
D) На сварке в раструб
5) Какова скорость срабатывания?
A) Аварийное быстрое срабатывание
B) Стандартное использование
6) Как арматура должна обслуживаться на месте установки?
A) Должен быть предусмотрен доступ к деталям через верхний разъём или также через патрубки?
B) Может ли арматура обслуживаться на месте эксплуатации или требуется её доставка изготовителю?
7) Насколько важна готовность арматуры к немедленному использованию?
A) Стандартный клапан, полученный со склада
B) Специальный клапан, изготовленный на заказ
Если вышеупомянутая информация известна, чтобы арматура соответствовала соответствующим стандартам, следует рассмотреть следующее:
1) Оценка давления и температуры
Согласно стандартам, максимальное давление для фланцев и сварных соединений на сварке должны соответствовать выбранным давлению и температуре.
2) Выбор материала
Материалы должны обеспечивать совместимость с рабочей средой и физически противостоять износу, падению давления при дросселировании (стойкость к кавитации) и эрозии – это основные соображения при выборе материалов для получения достаточного ресурса арматуры, высококачественного изготовления и разумной стоимости.
Среда, которая будет контактировать с арматурой, может характеризоваться как:
A) Очищенная и чистая
B) Вязкая
C) Пульпа
D) Коррозийная
E) Эрозионная
F) Криогенная
Все вышеизложенные рекомендации должны использоваться для разработки рабочих спецификаций изготовителей и технических регламентов для конкретных технологических процессов, в которых арматура будет использоваться.
Некоторые рекомендации по выбору арматуры для конкретных условий эксплуатации приведены ниже:
Табл. 1.16. Применение арматуры в зависимости от предъявляемых требований и условий эксплуатации

Обозначения
1- задвижка, 2 – клапан сальниковый, 3 – клапан сильфонный, 4 – кран пробковый, 5 – кран шаровой, 6 – дисковый поворотный затвор, 7 – клапан мембранный или задвижка шланговая, 8 – электромагнитный клапан
Табл. 1.17. Применение арматуры в зависимости от строительно-монтажных требований

Обозначения
1- задвижка, 2 – клапан сальниковый, 3 – клапан сильфонный, 4 – кран пробковый, 5 – кран шаровой, 6 – дисковый поворотный затвор, 7 – клапан мембранный или задвижка шланговая, 8 – электромагнитный клапан
3) Опыт эксплуатации арматуры
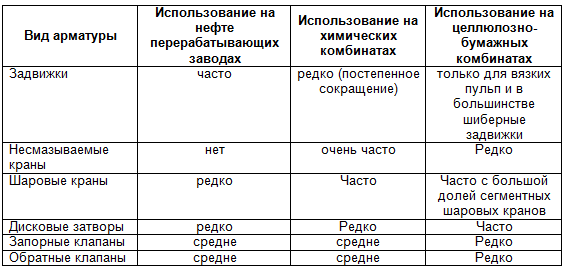
Опыт эксплуатации арматуры может также определять тип арматуры, которую нужно использовать. Различные отрасли промышленности предпочитают, чтобы специфическая арматура отвечала их требованиям. Многое зависит также и от привлекаемых инжиниринговых компаний, имеющих определенный опыт включения арматуры в свои проекты. Данные показаны в табл. 1.18.
Табл. 1.18 Применение арматуры по опыту эксплуатации
4) Спецификации
При запросе у изготовителя или посредника необходимо, чтобы все технические требования были изложены в спецификации. Изготовитель или посредник, в свою очередь, должны дать полную характеристику поставляемой арматуры. Это гарантирует, что по требованию клиента правильно подобранная арматура будет быстро поставлена с минимальной стоимостью.
2. Виды трубопроводной арматуры
2.1. Запорная арматура
2.1. 1. Арматура с прямолинейным перемещением штока (линейная арматура)
ЗАДВИЖКИ
Задвижки являются наиболее распространенным видом трубопроводной арматуры. Они состоят из следующих основных деталей: корпуса, крышки, запирающего элемента и шпинделя. Запирающий элемент перемещается между уплотнительными кольцами корпуса посредством шпинделя, закрывая при этом проход для потока жидкости.
Классификация задвижек представлена на рис. 2.1.

Рис. 2.1.. Классификация задвижек
Конструктивно задвижки делятся на задвижки клиновые и параллельные по типу расположения уплотнительных поверхностей.
Задвижки клиновые делятся на задвижки с жестким сплошным и упругим клином, а также двухдисковые. Задвижки параллельные делятся на листовые (шиберные), однодисковые и двухдисковые.
Задвижки подразделяются на полнопроходные и с зауженным проходом, применяемым в ряде случаев, например, при высоком перепаде давлений. Задвижки подразделяются на задвижки с невыдвижным и выдвижным шпинделем, где применяются резьбовые пары, установленные снаружи и не контактирующие со средой, шланговые задвижки, и прочие (коробчатые, поворотные и др.).
Основными положениями для запирающего элемента являются или полностью открытое или полностью закрытое. Задвижки, имеющие внутри корпуса шпиндель с приводной гайкой, находящимся в контакте со средой, являются задвижками с невыдвижным шпинделем (рис. 2.2.).
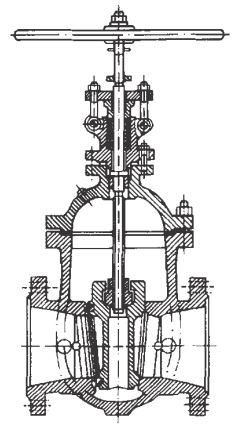
Рис. 2.2. Задвижка с невыдвижным шпинделем
Такие задвижки не применяются в случаях загрязненных или коррозионных сред. Для подобных условий применяются резьбовые пары, установленные снаружи, вне контакта с рабочей средой. Это задвижки с выдвижным шпинделем (рис. 2.3.).
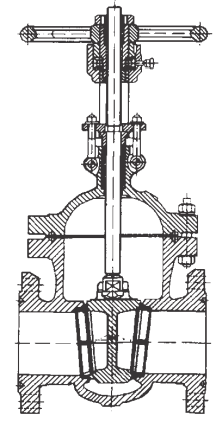
Рис. 2.3. Задвижка с выдвижным шпинделем
Задвижки широко распространены для пропуска сплошного потока среды. Запирающий клин или диски выводятся из траектории движения потока и обеспечивают минимальный перепад давления (гидравлическое сопротивление) пара, воды, газа и многих других сред. Однако задвижки не могут быть рекомендованы для целей регулирования потока, поскольку вероятно возникновение эрозии на деталях в положениях, близких к закрытию.
Основные детали могут выполняться в различных исполнениях и снабжаются патрубками с резьбой, под приварку и фланцами. Задвижки изготавливаются в широком диапазоне конструктивных исполнений, включающих различные запирающие элементы, уплотнительные седла для удовлетворения различных требований эксплуатации.
Задвижки со сплошным клином
В этих задвижках запирающий элемент выполнен в виде сплошного клина с соответствующими исполнениями уплотнительных колец в корпусах задвижек (рис. 2.4.).
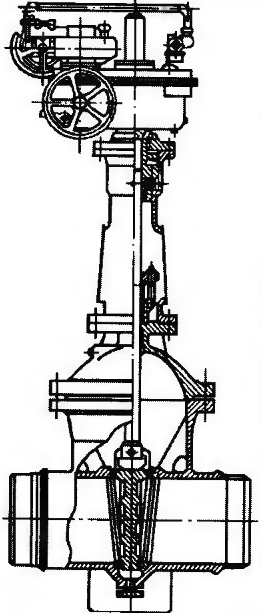
Рис. 2.4. Задвижка со сплошным клином
Преимущества резьбы на шпинделе, действующей с учетом угла клина, обеспечивают соответствующее распределение усилий, включающих давление среды, без необходимости приложения больших усилий на маховике. Уплотнительные поверхности выполняются металл-по-металлу, наплавляемыми твердыми наплавками (например, стеллитом, ЦН 6, ЦН 12), с фторопластовыми кольцами, запрессованными в клин, или могут быть полностью защищены покрытием типа фторопласта. В некоторых конструкциях уплотнительные поверхности выполняются из упругого материала. Это обеспечивает плотное перекрытие потока малым крутящим моментом.
Мягкое уплотнение применяется, в основном, для целей управления коррозионными или чистыми средами, (например, питьевой водой).
Конструкция задвижек с мягким уплотнением хорошо осуществляет уплотнение, обеспечивая герметичность во входном и выходном патрубках. Патрубок для дренажа предусматривается в центральной камере между уплотнительными поверхностями. Об утечке можно судить по течи через дренажный патрубок.
Для целей водоснабжения используются чугунные задвижки с цельным клином, в которых клин покрывается эластомерным материалом.
Задвижки с упругим клином
Для исключения прикипания при высоких температурах и достижения хорошей герметичности разработан упругий диск, состоящий из двух половин, соединенных в центре, например, коротким валом, позволяющим менять половинкам клина положение друг относительно друга на несколько градусов (рис. 2.5.). Упругий клин делает задвижку герметичной с двух сторон в широком диапазоне давлений и температур и требует минимального управляющего усилия.
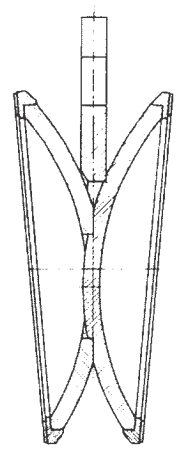
Рис 2.5. Упругий клин
Двухдисковые задвижки
Запирающий элемент выполнен в виде двух дисков, которые прижимаются к параллельным седлам посредством клина, принудительно раздвигающего диски (рис. 2.6.).
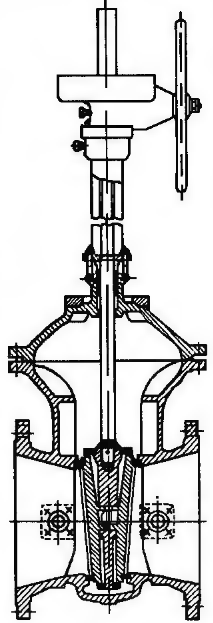
Рис 2.6. Двухдисковая задвижка
Это обеспечивает герметичность уплотнения, как на входе, так и на выходе независимо от влияния перепада рабочей среды. Первым движением на открытие диски освобождаются от усилия прижатия к седлам, и дальнейший подъем происходит без трения, что предохраняет уплотнительные поверхности от износа.
Двухдисковые задвижки используются в водяных, нефтяных и газовых магистральных трубопроводах. Для пара двухдисковые задвижки обычно не применяют, поскольку быстрое расширение и высокая скорость потока пара вызывают вибрацию внутренних деталей, что является причиной ускоренного износа.
Если растущая температура воздействует на закрытую задвижку, возрастает опасность роста давления между дисками.
Однако, благодаря перпендикулярности к оси патрубков и параллельности друг другу, ремонт или притирка уплотнительных поверхностей в этих задвижках осуществляется легче, чем в задвижках с клиновым запирающим элементом.
Выбор конструкции задвижек должен быть направлен на получение оптимального соотношения цены и качества.
Пример: сравним 4 исполнения стальных задвижек по клиньям: 1) цельный клин;
2) цельный клин с фторопластовым уплотнением;
3) упругий разрезной клин;
4) 2-х дисковый клин.
Каждое из этих исполнений имеет как положительные, так и отрицательные стороны.
Наименьшей металлоемкостью обладают задвижки с цельным клином, но в тоже время для обеспечения герметичности по затвору являются и самыми трудоемкими при подгонке углов между корпусом и клином. А 2-х дисковые задвижки наоборот, являются самыми металлоёмкими, но позволяют с меньшими трудозатратами добиться нужной герметичности по затвору.
Задвижки с упругими разрезными клиньями занимают промежуточное положение по этим свойствам. Наилучшими, в этом плане, являются задвижки с цельным клином с фторопластовым уплотнением, но их применение ограничено по температуре и повышенными требованиями к отсутствию примесей в рабочей среде.
Шиберные (однодисковые) задвижки с толстостенным шибером
Запирающий элемент (шибер) в некоторых модификациях задвижек выполнен в форме плиты с параллельными уплотнительными поверхностями (рис. 2.7.).

Рис. 2.7. Шиберная задвижка с массивным (толстостенным) шибером
В нем выполнено отверстие с диаметром, равным диаметру патрубков, которое устанавливается против патрубков в открытом положении. В закрытом положении против патрубков находится плита без отверстия. Задвижка характеризуется формой корпуса, имеющего высоту над патрубками больше традиционной для размещения удвоенной высоты запирающего элемента.
Простота, полнопроходность, неразрывность потока рабочей среды, возможность получения различных рабочих характеристик уплотнений в седлах и запирающем элементе делает эти задвижки широко применяемыми у различных потребителей.
Шиберные ножевые задвижки
Как следует из названия, в ножевые задвижки устанавливается запирающий элемент с острой кромкой, подобной ножу или гильотине, для перекрытия потока рабочей среды (рис. 2.8.).

Рис. 2.8. Шиберная ножевая задвижка
Ножевой запирающий элемент помещается в корпусе, но обычная конструкция сальникового уплотнения не может быть применена. Задвижки идеально подходят для использования на вязких, порошкообразных средах, пульпах, шламах, сточных водах и применяются в горной, пищевой, цементной, целлюлозно-бумажной промышленности. Ножевые задвижки изготавливаются с уплотнениями металл-по-металлу или мягкими седлами, которые полностью герметичны в обоих направлениях.
Существуют шиберные задвижки с корпусами прямоугольной формы (рис. 2.9.).

Рис. 2.9. Коробчатая задвижка с корпусом прямоугольной формы
Эти конструкции предназначены для управления большими объемами чистой воды и/или сточных вод, а иногда – на газоходах особо крупных размеров и обычно изготавливаются из листовой стали или чугуна.
Коробчатые задвижки прямоугольной формы изготавливаются с преимущественным соотношением размеров сторон 2:3 при вертикальном монтаже и 4:3 при горизонтальном. Маховики применяются обычные, шпиндель выдвижной, допускающий контакт с жидкостью и легкое пополнение смазки.
Параллельные задвижки
Параллельные двухдисковые задвижки с начала прошлого века и до настоящего времени остаются самой распространённой конструкцией. Заводы, начинающие производство арматуры, (Лангензипена в 1878, Георгиевский чугунолитейный в 1912, Мышегский арматурный в 1938 году и другие), первой изготавливали именно эту задвижку. Сегодня она известна по т/ф 30чббр (30ч90ббр) (рис. 2.10.)
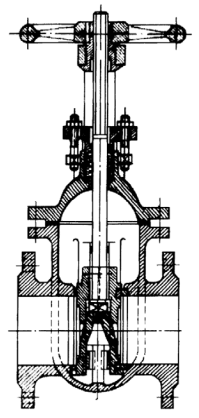
Рис. 2.10. Параллельная двухдисковая задвижка
Дальнейшее развитие получили параллельные двухдисковые задвижки с пружинами, установленными между дисками. Пружины прижимают диск с незначительным усилием к уплотнительным кольцам, а герметичность обеспечивается только в седле на выходе, когда давление отодвигает диск на входе и передает усилие для уплотнения на выходной диск. Когда давление во входном патрубке и полости между дисками выравнивается, пружина прижимает диск на входе к седлу.
Параллельные задвижки используются на небольших перепадах давления, необходимых для достижения герметичности и очистки систем. При закрытии обеспечивается изменение угла между дисками, как в задвижках с упругим клином, для расширения параметров, когда требуется применение при изменении температуры в широком диапазоне. Это делает конструкцию идеальной для использования на паре.
Практика применения задвижек выявила несколько основных правил сильных решений при разработке задвижек. Для любых задвижек с металлическим уплотнением для получения герметичности высокого класса и долговечности целесообразно выполнять следующие рекомендации: