Полная версия
Встроенное качество
Таким образом осуществляется факторный анализ. В результате проведения такого анализа вы должны получить большой набор факторов, влияющих на появление дефектов. Часто для проведения подобного анализа применяю Диаграмму Исикавы (см. Инструменты анализа качества). Разумеется, среди полученного набора факторов будут те, которые явно и достаточно сильно влияют на качество, но будут и те, степень влияния которых будет крайне мала, или которую просто невозможно будет оценить. Дальнейшая работа будет проходить со всеми имеющимися факторами. Тем не менее, существуют инструменты, например, матрица сравнения, позволяющие оценить степень влияния каждого фактора и выбрать среди них те основные 20%, которые имеют 80% влияния на появление дефекта. Подробно матрица сравнения описана в разделе «Инструменты анализа качества». Расстановка приоритетов таким образом помогает отбросить из фокуса внимания мелкие и незначительные факторы.
Проведение факторного анализа подразумевает также определение действий, влияющих на появление определённых факторов (см. таблицу выше). То есть нам следует понять не только что влияет на появление дефекта, но и при каких обстоятельствах это «что» появляется. Например, критичным фактором, влияющим на появление дефекта при производстве воображаемого продукта может быть один из параметров работы оборудования (давление, температура…). Тогда чтобы определить действие, влияющее на появление дефекта, следует подумать, что необходимо сделать до момента его появления, чтобы он не появился. Таким действием может стать проверка манометра, проверка на отсутствие утечек, периодическое подтягивание герметичных соединений и т.д. (в случае с критическим фактором – давление). В случае с температурой это может быть подогрев оснастки или прогрев оборудования, периодическая остановка и остывание и многое другое. Здесь следует ответить на следующие вопросы:
Что необходимо сделать, чтобы исключить появления определённого фактора?
Что запрещается делать, чтобы исключить появления определённого фактора?
Что необходимо проверить, чтобы исключить появления определённого фактора?
На что следует обращать внимание, чтобы исключить появления определённого фактора?
Как можно быстро обнаружить определённый фактор (признак грядущего дефекта)?
Отвечая на приведённые выше вопросы, вы сможете полностью смоделировать ситуацию, в результате которой появляется определённый фактор, влияющий на появление дефекта. Таким образом, вы сможете отчётливо представить, что следует сделать, чтобы исключить его появление.
Запомните, факторный анализ – это основная часть аналитической работы, на которой строится дальнейшее встраивание качества. Отнеситесь к ней серьёзно, тщательно проработайте каждый дефект, каждую причину и каждый фактор.
Параллельным шагом анализа является определение критических параметров процесса. Сейчас разберём что это означает. Проводя последовательные мозговые штурмы, определяя причины возникновения отклонений и факторы, влияющие на них, а также действия, влияющие на факторы, вы будете достаточно чётко представлять, как должен быть устроен процесс в идеале. Идеальное устройство процесса – это конечно работа со 100% качеством.
Под критическим или ключевым параметром процесса мы понимаем все параметры процесса, содержащие наиболее значимые факторы, влияющие на появление дефекта. Это может быть состояние инструмента, правильность выполнения операции, однородность материала, степень нагрева оснастки и т.д. Помним, что правильный процесс даёт правильный результат. Правильный процесс мы уже можем представить. Осталось только описать те критические параметры процесса, отсутствие отклонений и сбоев в которых исключит появление дефектов (соответственно и факторов, влияющих на появление дефектов). Далее эта информация станет отправной точкой для организации аудита процесса (см. Аудит процесса).
Например, для процесса получения расплава стали критичными параметрами являются сухость и требуемый химический состав материалов, материал футеровки (внутренней облицовки печи), постоянный температурный режим при плавке, время выдержки расплава и прочее. Уделяя внимание этим критичным параметрам, обеспечивая их соответствие определённым стандартам (эталонным значениям), мы обеспечиваем абсолютное качество расплава. Приведенный пример достаточно хорошо отражает суть термина «критический параметр процесса».
Завершающим шагом алгоритма проведения анализа является определение ключевых параметров для работы и контроля. Этот шаг является логичным продолжением предыдущего описания. Здесь мы должны понять те самые стандартные (эталонные значения) критичных параметров процесса, о которых говорилось выше.
Какие они должны быть для обеспечения качества продукта?
Как часто следует проверять их соответствие, чтобы избежать появления отклонения? На этот вопрос, кстати, помогут ответить статистические данные.
На какие параметры процесса может повлиять работник?
Как он может это сделать?
Знает ли он, какими должны быть значения ключевых параметров процесса?
Как можно заметить отклонение в процессе (появление определённого фактора)?
К сожалению, уважаемый читатель, я не могу дать готовых решений на этапе анализа. Каждый производственный процесс не просто индивидуален, он неповторим как с точки зрения возникающих в нём проблем, так и с точки зрения вызвавших их причин. Поэтому я могу лишь приводить вопросы, отвечая на которые вы сможете глубоко и качественно проанализировать вашу конкретную ситуацию. Последовательно разбирая каждый шаг алгоритма и тщательно прорабатывая каждый вопрос, вы построите прочный фундамент для встраивания качества в ваши процессы.
В результате проведённого анализа у вас имеется:
ряд коренных причин возникновения дефектов;
набор факторов, влияющих на появление дефектов;
выбранные наиболее влияющие факторы;
перечень критичных параметров процесса;
идеальное состояние (значение) критичных параметров процесса;
представление о периодичности проверки критичных параметров процесса.
Подводя итог отметим, что решение проблем в соответствии с подходами lean – это основная часть работы руководителя. Если у вас нет проблем, значит вы поставили недостаточно амбициозные цели или не желаете совершенствоваться. Другими словами, вы не в lean. Дефект – это проблема по определению. Поэтому работа по сокращению дефектов также является основной задачей руководителя. Приведённый в настоящей книге алгоритм анализа является всего лишь одним из разновидностей подобного анализа. Их существует огромное количество. С моей точки зрения при работе в направлении встроенного качества наиболее подойдёт приведённый выше алгоритм. Тем не менее, работа руководителя не должна ограничиваться единовременным анализом в соответствии с приведённым алгоритмом и однократной реализацией изложенных в настоящей книге решений. Понимание значения термина «коренная причина» и его употребление позволит иначе взглянуть на процесс решения проблем. Проведение анализа позволит вам расставить приоритеты. Факторный анализ позволит вам понять то состояние процесса, которое бы исключало появление брака. Lean – это постоянное улучшение и совершенствование во всех сферах деятельности. В работе по улучшению качества продукции необходим постоянный анализ, расстановка приоритетов, принятие решений и поиск коренных причин проблем. Проблемы будут появляться всегда, они будут меняться и требовать от вас постоянной и вдумчивой работы. Поэтому рекомендую вам сосредоточиться на выработке навыка решения проблем, в первую очередь, проблем с качеством продукции.
4 принципа встроенного качества
Сама философия и методология lean представляет собой набор принципов, направленных на устранение потерь и повышение эффективности. Многие из них прекрасно подходят и применительно к вопросам повышения качества продукции. Приведённые в настоящем разделе принципы представляют собой далеко не исчерпывающий, однако основной перечень бережливых принципов, относящихся к качеству. Последовательно осмыслите каждый принцип. Ниже приводится не только описание принципа, но и наиболее простые и распространённые примеры и решения по внедрению и прививанию каждого из них. Прежде чем переходить к следующему принципу, или к готовым примерам их реализации и к готовым решениям, подумайте, как можно реализовать тот или иной принцип в специфике вашего предприятия.
Принцип «3Не»
Данный принцип применяется как к деятельности рабочих, так и к функционированию процессов. Полное название принципа, характеризующее его суть: «не принимай брак, не делай брак, не передавай брак». Уже из названия ясно, что данный принцип не является совокупностью применения каких-либо инструментов и приёмов. Он напрямую состоит из парадигм мышления, необходимых для обеспечения качества в организации. В идеальном воплощении этот принцип представляет собой выработанные привычки людей, не производящих, не принимающих и не передающих брак. Однако для практической реализации данного принципа одного лозунга недостаточно. Но обо всём по порядку.
Что же означает каждое «Не»?
«Не принимай брак» означает, что работник самостоятельно осуществляет входной контроль изделия, пришедшей с предыдущей операции. Он немедленно удаляет обнаруженное дефектное изделие. Это не означает, что работник обязательно должен превратиться в контролёра, проверяющего 100% приходящих к нему заготовок или полуфабрикатов. Работник должен понимать, на что он должен обратить внимание, принимая изделие в работу. Для этого он должен иметь чёткие инструкции по данному вопросу и должен быть соответственно обучен.
Ответьте на следующие вопросы:
Видят ли ваши работники поступающий к ним брак?
Как они могут распознать брак?
Какие условия нужно создать (что сделать), чтобы они могли заметить и остановить брак?
Таким образом для того, чтобы работник не принимал брак, в первую очередь он должен понимать, какой брак к нему может прийти и должен уметь распознать его. Распознание брака должно быть максимально простым и быстрым. Идеальный вариант – это определение взглядом в процессе работы. Следующий шаг – это понимание всей серьёзности вопросов качества. Работник должен понимать, что, взяв в работу брак, он наносит колоссальный ущерб себе и организации, совершая бесполезную работу.
«Не делай брак» означает обеспечение качества работы, выполняемой самим работником, т.е. создание условий в работе, при которых брак просто не может появиться. Так как это не всегда является возможным, здесь же осуществляется самоконтроль. Необходимо обеспечить соблюдение режимов, уход за оборудованием, наличие стандартов выполнения работ и визуализации, помогающей работнику не делать брак.
Визуализация и стандарты выполнения работы для обеспечения второго «не» должны отвечать на следующие вопросы:
Что может произойти в работе, чтобы появился дефект?
Как нужно выполнять работу, чтобы дефектов не появлялось?
Какие факторы влияют на появление дефектов?
Как не допустить появление дефекта?
Доведения до работника результатов факторного анализа помогает немного снизить вероятность появления дефекта. Другими словами, если работник в процессе работы понимает, на что надо обратить внимание, чтобы не получить брак, это существенно снижает его вероятность.
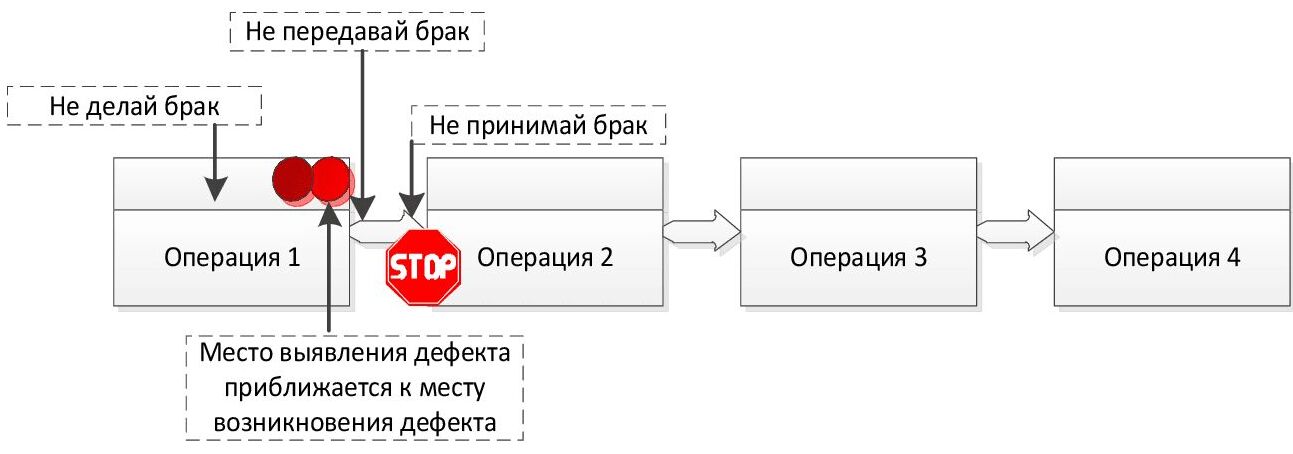
«Не передавай брак» означает, что в случае возникновения брака он немедленно изолируется и не передаётся дальше по потоку создания ценности. Для таких случаев отводятся отдельные визуализированные места для изолирования брака, исключающие возможность возврата изделия в поток без исправления.
Здесь помогут следующие вопросы:
Что нужно проверить, чтобы подтвердить качество и не передать брак дальше?
Что нужно сделать при выявлении брака?
Как действовать при обнаружении или изготовлении брака?
С другой стороны, работник должен чётко понимать и иметь определённые процедуры, регламентирующие порядок действий в случае возникновения и обнаружения дефекта. Часто на бережливых предприятиях применяют принцип «остановить-подай сигнал-жди», говорящий сам за себя. Т.е. работник имеет право ничего не делать, пока проблема с качеством не разрешится. Помним, что ожидание – это наименее опасная из всех видов потерь, так как пока работник ждёт, он не сделает брак и не произведёт лишнего.

Наиболее распространённые решения для встраивания данного принципа в работу следующие:
Формирование привычек через вопросы руководителя. Как мы уже упоминали выше, постановка задач и формулировка вопросов руководителем формирует поведение подчинённых. Другими словами, что мы спрашиваем, то нам и отвечают. Подробней о механизме формирования привычек и парадигм читайте в книге «Бережливое производство для руководителей» (п. 1 Библиографии). Например, если руководитель периодически задаёт подчинённым приведённые выше вопросы, если он оперирует в ежедневной работе термином «3Не», постепенно мышление подчинённых начинает само генерировать вопросы: «как не сделать брак?», «как не принять брак?», «как не передать брак?» и т.д. Когда все начинают задумываться над этим, принцип постепенно начинает работать.
Обучение. Любое начинание требует обучения, неважно, глобальные ли это изменения, или внедрение одного бережливого принципа. Работники, конечно же, должны быть ознакомлены с бережливым принципом, применяемым на предприятии. Обучение ни в коем случае не должно ограничиваться информацией о самом принципе. Работники должны понимать, на что им обратить внимание и что сделать, чтобы не произвести брак, на что обратить внимание, чтобы не принять брак и как среагировать на появление брака, чтобы не передать его. Обучение в соответствии с принципом «3Не» должно иметь индивидуальный подход ввиду различия специфики операций.
Визуализация. Является отличным подкреплением любой информации. Общая визуализация может быть представлена в виде различных картинок или надписей типа «Не делай, Не принимай, Не передавай брак». Специальная визуализация может помогать работнику в процессе работы, подсказывая на что обратить внимание, чтобы не допустить брак. Она может быть выполнена в виде визуальных стандартов, о которых мы ещё будем говорить в настоящей книге.
Стандартизованная работа. Ключевые указания, необходимые для того, чтобы произвести качественную продукцию, могут содержаться в стандартах выполнения работ. Подробнее о методе стандартизованной работы вы можете прочитать в книге «Стандартизованная работа. Метод построения идеального бизнеса» (п. 2 Библиографии). Суть решения заключается в размещении минимального количества самой необходимой информации в рабочих стандартах (стандартных операционных картах). При наличии результатов факторного анализа этот вариант достаточно эффективен.
Изменение процесса. Ещё на стадии проведения анализа приходит понимание необходимых улучшений для обеспечения качества, в частности для снижения вероятности производства дефекта. Поэтому для обеспечения работы принципа «3Не» уже на стадии анализа возможны внесения некоторых изменений в процесс. Наилучший вариант – это не обучение, разъяснение и визуализация, а непосредственное изменение процесса. Сделайте так, чтобы дефект просто не мог возникнуть, его не могли передать или принять.
Все перечисленные решения можно применять как по отдельности, так и вместе, усиливая их суммарный эффект.
Подведём итог раздела. Принцип «3Не» является совокупностью привычек людей и парадигм их мышления. Это не набор инструментов или простых решений, которые можно реализовать и быть уверенным, что работники не будут принимать, делать и передавать брак. Однако для формирования нужных привычек, существует ряд распространённых решений, приведённых выше. Основная задача этих решений – обеспечить условия для применения принципа. Обеспечение условий в большей части определяет успешность встраивания данного принципа в работу. Отсутствие условий сделает применение принципа «3Не» невозможным. Сосредоточьтесь на обеспечении условий для применения принципа работниками, а затем вырабатывайте привычку следовать ему у себя и своих подчинённых.
Прозрачность процессов
Этот принцип относится не только к методу встроенного качества. Прозрачность является одним из серьёзных требований lean-организации. Чем прозрачней и понятней процесс, тем быстрее в нём выявляются и решаются проблемы, тем меньше в нём потерь и проблем, тем стабильней его работа. Под прозрачностью можно понимать совокупность многих факторов. Основной критерий прозрачности – это быстрое и правильное понимание того, что происходит и как обстоят дела в том или ином процессе. В целом прозрачность процесса означает единое и однозначное его понимание каждым работником, даже тем, кто непосредственно в нём не задействован. Для рабочего места прозрачность означает понимание того, какие операции на нём происходят, выполняется ли план, хватает ли сырья и материалов, всем ли обеспечено рабочее место, существуют ли отклонения по качеству и т.д. Разумеется, работнику конкретного рабочего места известны ответы на все эти вопросы, однако, когда ответ на них известен каждому, только тогда можно говорить о прозрачности.
В случае с обеспечением качества, идеальная ситуация – полное понимание устройства процессов и операций с точки зрения обеспечения качества. Если мы понимаем, как должен быть устроен процесс или как он должен функционировать, то мы можем заметить любые отклонения, тем самым предотвратив появление дефектов. Наиболее распространённое и эффективное средство обеспечения прозрачности – это визуализация. При помощи визуализации (визуальных подсказок и ориентиров) мы можем достичь следующего:
Своевременно заметить отклонение состояния процесса или отдельных параметров процесса от требуемых значений. Например, если отметить рабочий (допустимый или требуемый) диапазон температуры (давления, силы тока, влажности и т.д.) на датчике, отклонение от него будет сразу же бросаться в глаза. Другой пример: наличие напольной разметки поможет определить места хранения сырья, материалов, годных изделий и бракованной продукции.
Обеспечить наличие дополнительного напоминания о правильном способе выполнения операции или результате, который должен получиться в процессе работы. Например, визуализация в виде размещения эталонного образца будет являться дополнительным напоминанием при выполнении операции. Другой пример: визуализация в виде подсказок с описанием ключевых моментов в работе, связанных с качеством, или визуальных понятных инструкций.
Контролировать нормальное состояние процесса, т.к. появляется возможность быстро заметить отклонение. Например, периодический обход и осмотр визуальных ориентиров, сопоставление фактического и требуемого состояния помогает поддерживать стабильность процесса.
Прозрачность касается не только состояния процессов, но и в целом ситуации по качеству: статистики и аналитики по дефектам. Эта информация должна быть известна и общедоступна. Общедоступность статистической информации ведёт к тому, что анализ причин и следствий на основе данной информации начинает проводить не только конкретный ответственный работник (или отдел), но каждый, кто видит эту информацию.
Например, рабочий, увидев отрицательную динамику показателей качества, начинает невольно задумываться о её причинах. Он вспоминает, какие действия предшествовали отклонению, какие изменения происходили в технологическом процессе (в материале, оборудовании, инструменте и т.д.), корректирует то, на что он может повлиять (собственные действия), предлагает руководителю решения на основании собственного опыта там, где он не может повлиять.
Так работает прозрачность статистических данных. Ещё раз напомним о том, что никто не ходит на работу, чтобы сознательно производить брак. Любой человек по своей природе желает получать удовлетворение от выполнения качественной работы. Поэтому приведённый выше пример не является идеализированным, как можно было подумать. Чем больше людей видят статистику, тем больше они понимают какие изменения (допущения и т.п.) могли вызвать отклонения, что также является критерием прозрачности процесса.
Применение принципа должно обеспечить полное понимание происходящего в процессе. Если мы видим и понимаем успеваем ли мы сделать план, какой уровень качества продукции, если мы видим отклонения, то процесс можно назвать прозрачным. Понятие прозрачности не должно быть субъективным. Если процесс прозрачен только для одного человека, то он не прозрачен.
Перенос места выявления дефекта как можно ближе к месту возникновения
Это один из серьёзных принципов, применяемых при встраивании качества. Само понимание и различие таких понятий как место выявления дефекта и место возникновения дефекта уже заставляет о многом задуматься. Выше мы уже говорили о том, что чем дальше отдаляется дефект от места возникновения, тем дороже он стоит. Самый дорогой дефект – выявленный Заказчиком, самый дешёвый – тот, который не произошёл. Чем ближе мы сможем перенести место выявления дефекта к месту возникновения, тем дешевле нам будет обходиться одинаковое количество дефектов, тем стабильней будет работа и меньше время исполнения заказа. Разумеется, в идеале мы должны избавиться от всех дефектов, исключить вероятность их появления. Однако на практике не всегда возможно одновременно бороться с множеством дефектов, поэтому приходится прибегать к альтернативным решениям. Данный принцип является одним из таких альтернативных решений.
Если мы пока не можем полностью исключить появление дефекта, нам следует постараться обнаруживать его как можно раньше.
Хороший вариант – это обнаружение дефекта непосредственно в месте его возникновения в момент его возникновения. В этом варианте на помощь приходит принцип «3Не».
Идеальный вариант – обнаружение дефекта до его производства (до изготовления продукта). Как же такое возможно, спросите вы? Сама концепция встраивания качества предполагает обеспечение качества на всех этапах производства продукта. Исключение возможности появления дефекта – это то, на чём следует сфокусировать внимание.
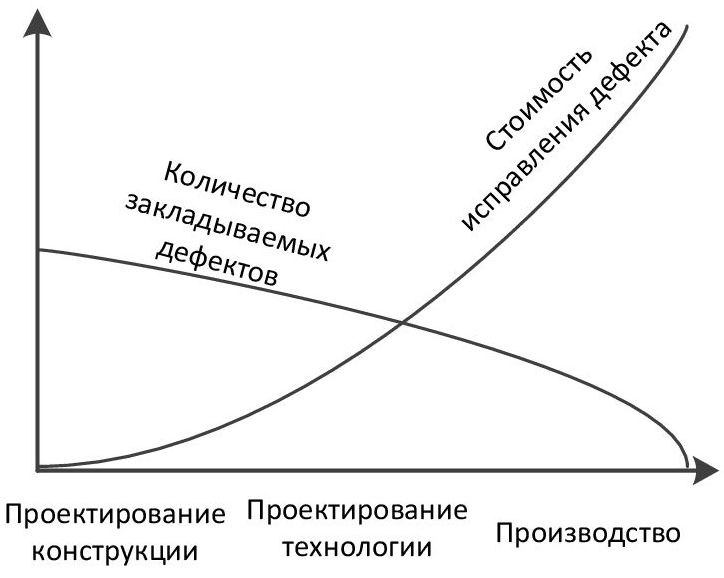
Встраивая качество в процессы, мы должны переходить от борьбы с последствиями (разбраковкой, устранением видимых причин) к исключению любых возможностей появления дефекта (устранению коренных причин и факторов, влияющих на появление дефекта). Знаете ли вы, что тщательно продуманная конструкция и технология на стадии проектирования продукта на 80% определяет уровень брака? Другими словами, возможность появления дефекта закладывается задолго до производства.
В стремлении к идеальному варианту, как правило, ведётся активная работа с конструкторами и технологами, для чего существуют такие методы как FMEA, APQP и другие. Рекомендую вам почитать литературу с описанием этих методов. Сами подходы представляются достаточно интересными с точки зрения обеспечения качества.
На практике для реализации принципа проводят аналитическую работу по следующим направлениям:
Общий анализ возможности раннего обнаружения дефекта. Конечно же в первую очередь следует задуматься как можно заметить дефект раньше: где это дефект может быть заметен, кто может заметить его и что следует предпринять, чтобы раньше обнаружить дефект. Начинайте думать сразу от момента возникновения дефекта. Можно ли обнаружить его непосредственно там? Что для этого следует сделать? Какие стандарты следует изменить? Какая визуализация требуется для этого?
Анализ контрольных операций. Контрольные операции присутствуют в том или ином виде в любом потоке. Часто их местонахождение и содержание контрольных операций не меняется с момента запуска продукта. Это странно, т.к. меняется сам продукт, меняется оборудование и технология, следовательно, должны меняться и контрольные операции. Подробней на контроле качества мы остановимся ниже. Здесь же следует подумать, какие контрольные операции должны быть выполнены раньше? Имея фактическую ситуацию по браку можно понять, что определённые контрольные операции, возможно, следует производить гораздо ранее, а какие-то операции вовсе не нужны. Подумайте над этим.
Практическое воплощение настоящего принципа аналогично принципу «3Не». Помните, как мы говорили в самом начале, что само употребление терминов «место возникновения дефекта» и «место выявления дефекта» являются первым шагом к реализации настоящего принципа. Поэтому, кроме аналитической работы и понимания способов раннего обнаружения, с помощью вопросов руководителя и постановки соответствующих задач, можно внедрить этот принцип, т.е. сделать так, чтобы над ним задумались все руководители и специалисты.