

Полная версия
Технологии обработки денежной наличности. Бизнес-энциклопедия
В банкнотном производстве трафаретная печать применяется для нанесения изображений, выполненных оптически переменными красками. В евробанкнотах низких номиналов это иридисцентная полоса, высоких номиналов – цифры номинала, отпечатанные краской OVI. На банкнотах Банка России высоких номиналов способом трафаретной печати (оптически переменной краской OVI или OVMI, см. далее) выполнены печать Банка России (500 и 1000 руб.), герб г. Ярославля (1000 руб. модификации 2004 и 2010 г.), герб г. Хабаровска (5000 руб.).
Высокая или типографская печать (от греч. tipos – отпечатать + grapho – пишу) является, вероятно, наиболее древним видом печати. Впрочем, и в наше время она широко распространена в виде разнообразных печатей и канцелярских штампов.
Формы высокой печати имеют пространственное разделение печатающих и пробельных элементов, причем рельефные печатающие элементы находятся в одной плоскости, а пробельные углублены. Так как все печатающие элементы расположены в одной плоскости, то в процессе печатания они покрываются равномерным по толщине слоем краски, в результате чего на всех участках оттиска толщина красочного слоя практически одинакова.
Прямая высокая печать с металлических печатных форм в настоящее время практически не применяется. Исключение составляют лишь нумерация готовой продукции и отделочные процессы – тиснение. Поэтому высокую печать зачастую называют нумерационной. Для современной нумерационной печати характерно применение нестандартных шрифтов с переменным кеглем (типографским размером), например, в банкнотах Банка России 5000 руб. и 1000 руб. (модификации 2010 г.). Причем один из номеров может располагаться и вертикально (например, казахские тенге серии 2006 г. или киргизские сомы серии 2010 г.).
Изготовление банкнот осуществляется путем последовательного наложения на лист нескольких видов печати. Фоновый подкладной рисунок (фоновая сетка, различные красочные розетки и узоры) обычно печатается типоофсетным способом с орловским эффектом и ирисовым раскатом, основной рисунок – металлографией или (на мелких купюрах) офсетом. Банкноты почти всех стран (за исключением США, пожалуй, однако и они уже ввели дополнительные цвета в новые «поколения» (generation) банкнот NexGen и FuGen) являются многокрасочными. Для их изготовления применяется в среднем около 10 красок, а с увеличением номинала красочность возрастает.
При изготовлении банкнот используются особо стойкие печатные краски, причем для каждого вида печати – свои (для высокой печати, офсетные, для глубокой печати, для трафаретной печати и др.).
Достаточно отметить, что перечень типов красок с различными защитными свойствами (и для разных видов печати), предлагаемых одной только французской компанией Petrel, насчитывает более 20 типов, в том числе такие, довольно экзотические, как термохромные, хромотропные, фотохромные и пр.
Английская компания Luminiscence предлагает уже свыше 30 типов (включая монеточувствительные, необратимые термохромные, имитирующие водяной знак и др.) специальных красок. Краткий перечень таких красок для различных видов и способов печати приведен в табл. 1.1.2.
Таблица 1.1.2. Тип красок для различных видов и способов печати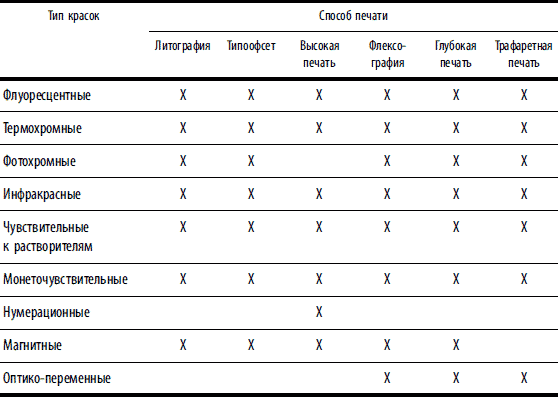
Для защиты банкнот обычно применяются специальные краски, обеспечивающие создание как открытых (оптически-переменные краски: OVI и OVMI, иридисцентные и металлизированные краски), так и скрытых защитных признаков (ферромагнитные краски; флуоресцентные краски; фосфоресцентные краски; краски, поглощающие или отражающие инфракрасное излучение и др.).
Контроль качества как исходных материалов (защитные нити и волокна, голограммы, компоненты бумаги, краски), так и продукции в целом осуществляется на всех этапах банкнотного производства.
После предварительной проверки качества печати на листах оттиски нумеруются с использованием способа высокой (нумерационной) печати, отпечатанные листы разрезаются на отдельные банкноты (экземпляры), обандероливаются в корешки по 100 штук и упаковываются в пачки по 10 или 5 корешков (1000, или реже, в некоторых зарубежных странах – 500 экземпляров в пачке) (рис. 1.1.8).

Рис. 1.1.8. Резательно-упаковочный комплекс CutPak
Одним из важнейших моментов, связанных с производством банкнот, является заключительный контроль качества печати. Для проверки отсутствия брака применяются два основных вида контроля: полистовой и поэкземплярный. При первом виде контроля проверяются (чаще всего вручную) неразрезанные листы с банкнотами еще до полного завершения печатного процесса. Естественно, качество этого вида контроля является невысоким (в том числе и потому, что контролируется в основном отсутствие брака различных видов печати и весьма ограниченное число защитных признаков).
В связи с этим в последние годы в мире все более широко внедряется поэкземплярный контроль, когда проверяется полностью готовая продукция. В этом случае с помощью мощных автоматических систем контроля качества печати, например, CPW 2400 производства Currency Systems International или BPS 2000 производства Giesecke & Devrient (рис. 1.1.9, внизу), детальнейшим образом и по всем параметрам (включая скрытые защитные признаки, рис. 1.1.9, вверху) проверяется каждая банкнота.
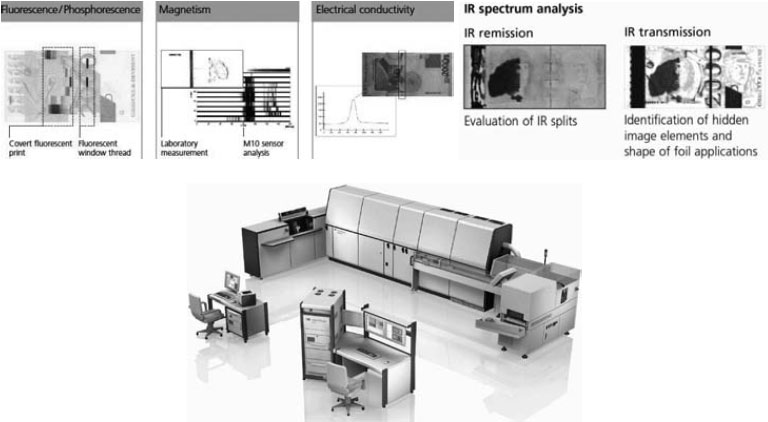
Рис. 1.1.9. Автоматическая система контроля качества печати BPS 2000 OBIS
При такой системе контроля выпуск бракованных банкнот в обращение полностью исключен, поскольку отбракованные банкноты автоматически уничтожаются. После этого готовую продукцию остается только упаковать соответствующим образом, принятым центральным банком страны (или Европейским центральным банком), и складировать или отправить потребителям.
Итак, процесс производства банкнот является очень сложным и высокотехнологичным. Практически на всех этапах процесса, начиная с изготовления бумаги, в банкноту вводятся разнообразные защитные признаки, существенно затрудняющие ее фальсификацию, о чем более подробно будет сказано ниже. Особенно сложным и наиболее насыщенным с точки зрения применения высоких технологий, разнообразных видов красок и способов печати является современное печатное производство (рис. 1.1.10).

Рис. 1.1.10. Главный зал компании OeBS (Oesterreichische Banknotenund Sicherheitsdruck GmbH). Вена, Австрия
Наряду с комплексом различных способов печати и их специальных разновидностей, как правило, не применяющихся в общей полиграфии, здесь осуществляются контроль качества печати, нумерация и микроперфорация, отделочные (финишные) процессы (рис. 1.1.11).

Рис. 1.1.11. Основные процессы в банкнотном производстве
Особо отметим, что при всей сложности банкнотное производство должно обеспечивать высокое качество и производительность. Например, евробанкноты, производимые в настоящее время на 14 печатных фабриках в различных странах Европы, должны быть идентичными по качеству для того, чтобы обеспечивалась их надежная циркуляция по всему миру.
Основы производства и характеристики монетыПроцесс изготовления монет включает в себя такие основные этапы, как переработка металлических руд, выделка монетных заготовок, гурчение (обжим краев монетной заготовки для нанесения рисунка на гурт) и чеканка монеты (рис. 1.1.12).
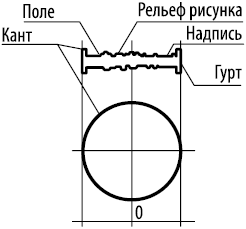
Рис. 1.1.12. Схематическое изображение монеты
Рассмотрим основные понятия, применяемые к описанию монеты и используемые нумизматами и экспертами.
Лицевая сторона монеты (аверс) обычно несет изображение официальной символики (государственного герба, эмблемы Банка России, художественных символов Москвы), номинал монеты, год выпуска и товарный знак монетного двора-изготовителя. Монетные дворы и их товарные знаки, используемые на монетах Банка России: Санкт-Петербургский монетный двор – товарный знак С-П или СПМД; Московский монетный двор – товарный знак М или ММД.
На оборотной стороне (реверсе) могут быть расположены портреты юбиляров, рисунки и мотивы, относящиеся к теме, которой посвящена монета, или иная символика. Бывают и исключения, когда номинал монеты расположен на реверсе.
Боковая поверхность монеты называется гуртом. Край диска монеты со стороны аверса и реверса обрамляет кант, который выступает над рельефным изображением обеих сторон монеты и в плане имеет форму сплошного узкого кольца.
Все рисунки и надписи, нанесенные на аверсы и реверсы монет, исполняются рельефно, т. е. выступающими над полем плоскими участками, лишенными каких-либо изображений и надписей. Совокупность всех встречающихся на монете (на аверсе, реверсе и гурте) буквенных и цифровых надписей называется легендой.
Лигатурной массой монеты называют ее общую массу в граммах.
По особенностям технологического процесса чеканки монеты делятся на две основные группы:
• исполненные в качестве «пруф» (от англ. proof) – высшего качества;
• исполненные в обычном или улучшенном качестве.
Монеты качества «пруф» изготавливаются специальным методом и с помощью оборудования, позволяющего получить на поверхности монеты чистое, зеркальное поле и матовое рельефное изображение и надписи. Это монеты, как правило, коллекционного назначения, их выпуск либо приурочивается к юбилеям и памятным датам, знаменательным событиям истории и современности, либо посвящается актуальным проблемам культуры, защиты окружающей среды, другим аналогичным темам. Рисунки их реверсов зачастую сложные по композиции, многоплановые; надписи указывают на тематику, которой посвящен выпуск монет.
Монеты обычного качества представляют собой продукцию традиционного высокоавтоматизированного чеканного производства: курсовые и разменные монеты (обращающиеся по номиналам в качестве реальных платежных средств), а также монеты из драгоценных металлов инвестиционного назначения, тиражи которых могут достигать нескольких миллионов штук. На монетах этого вида нет зеркальных поверхностей, поля, рисунки и надписи имеют одинаковую поверхностную фактуру, рельефы не контрастируют с полями. Рисунки на реверсах таких монет зачастую несложные, одноплановые.
Монеты улучшенного качества отличаются от монет обычного качества главным образом тем, что они не имеют мелких насечек, царапин и других повреждений, обусловленных особенностями автоматизированного производства, что достигается более тщательной подготовкой инструментов и заготовок, а также мерами по защите монет от механических воздействий при выбросе готовой продукции в накопители станков и на других технологических участках автоматической подачи.
Можно привести и более подробную классификацию монет по качеству, указанную в технических условиях Внешэкономбанка, на золотые, серебряные и платиновые монеты, предназначенные для реализации, которая используется в целях обоснованного построения цен.
1. «Пруф» (proof) – высшая категория качества монет. Монеты этого качества имеют зеркальную совершенно ровную поверхность поля и, как правило, матированный рисунок с высоким рельефом. Все детали изображения должны быть четкими; на поверхности монеты не должно быть следов неаккуратного обращения при изготовлении, допускаются единичные дефекты поверхности, видимые в двухкратную лупу, не ухудшающие внешний вид изделий; кант должен быть целым, непрерывным, без повреждений, равномерный по ширине (по визуальному определению); допускаются незначительные скосы или заусенцы канта.
2. «Пруф-лайк» (proof-like). Монеты этого качества имеют полированное поле и матированный рисунок либо полированное поле и полированный рисунок. Все элементы рисунка должны быть четкими; на поверхности монеты не должно быть следов неаккуратного обращения при ее изготовлении; допускаются единичные дефекты поверхности, просматриваемые невооруженным глазом, но не ухудшающие внешний вид монеты (мелкие царапины, заусенцы); кант монеты должен быть целым (непрерывным, без повреждений), равномерным по ширине и не иметь грубых заусенцев (по визуальному определению).
3. «Бриллиэнт анциркулейтед» (brilliant uncirculated – BU). Монеты этого качества не были в обращении и сохраняют первоначальный блеск. По внешнему виду монеты и кант имеют чистую поверхность без плен, трещин, вмятин, грубых заусенцев и других дефектов, видимых невооруженным глазом; допускаются незначительные мелкие царапины, забоины, заусенцы и другие мелкие дефекты, не ухудшающие внешний вид монеты.
4. «Анциркулейтед» (uncirculated – UC). Монеты этого качества не были в обращении и сохраняют первоначальный блеск; по внешнему виду поверхность монет чистая, без плен, трещин и грубых заусенцев, видимых невооруженным глазом; допускаются небольшие царапины, заусенцы, забоины и другие дефекты, возникающие от соприкосновения с другими монетами при их пересчете, упаковке и хранении в мешках.
5. «Экстра файн» (extra fine – EF). Монеты этого качества были в обращении. Поверхность монет чистая, может сохранить первоначальный блеск; на наиболее рельефных частях изображения видны легкие следы износа; допускаются небольшие царапины, заусенцы, забоины, возникающие в процессе обращения монеты. Монеты «EF» близки по качеству монетам «UC».
6. «Вери файн» (very fine – VF). На монетах этого качества все детали рисунка видны ясно, но не очень резко. Отчетливые следы износа на самых рельефных частях изображения. На поверхности изображения и канте монеты мелкие царапины, выбоины. Например: на голове, изображенной на монете, видны все линии волос, листья венка отчетливо видны; детали короны, бороды, усов видны, но не резко. Брови также могут быть стерты.
7. «Файн» (fine – F). На монетах этого качества есть отчетливые следы износа. Видны царапины, мелкие выбоины. Например: отдельные линии волос на голове, изображенной на монете, не видны; листья венка видны, но совсем гладкие; изображения деталей короны, мантии видны, но отдельные мелкие детали стерты и не видны совсем.
8. «Вери гуд» (very good – VG). На монетах этого качества видны следы значительного износа. На поверхности монеты и канте царапины, выбоины и другие дефекты. Например: от изображения короны, мантии, венка или других наиболее выступающих частей изображения видны лишь отдельные детали. Основание короны гладкое, стертое, детали не видны. Листья венка на голове изображения совсем стерты и почти не различимы.
9. «Гуд» (good – G). Монеты этого качества очень сильно изношены. Видны лишь контуры изображения. Надпись и дату можно прочесть. На поверхности монеты и канте – царапины, выбоины и другие дефекты.
10. Дефектные (бракованные) монеты. К дефектным монетам относятся монеты, имеющие механические повреждения поверхности и канта, значительно ухудшающие внешний вид монеты (глубокие царапины, выбоины, глубокие заусенцы, отслоение металла, надпилы, соскобы, отверстия, следы припоя, следы травления, сильные погнутости и деформации).
В современном монетном производстве в основном применяются такие металлы, как медь, никель, алюминий, олово, цинк, железо. Комбинируя в сплавах их сочетания, получают два основных цветовых ряда: белый (серебряный) и желтый (медный). Монеты первого ряда получают из никеля, алюминия, стали, цинка или медно-никелевого сплава, причем для монет низких номиналов используют недорогие материалы: сталь, алюминий, цинк. Для производства монет высоких номиналов используют чистый никель или сплавы меди (75–80 %) с никелем (20–25 %). Монеты второго ряда имеют более широкий спектр оттенков – от красного (свыше 95 % чистой меди) до светло-желтого (менее 80–90 % меди) в зависимости от состава сплава. В монетах европейских стран наиболее часто применяется сплав из 92 % меди, 6 % алюминия и 2 % никеля. Сплав меди и цинка называется латунью, сплав меди и олова – бронзой, а сплав светло-серого цвета из меди и никеля – мельхиором.
Для экономии дорогостоящих цветных металлов с сохранением антикоррозионных свойств, а также для затруднения подделки в денежном обращении часто применяются не монометаллические, а биметаллические монеты, изготовленные из двух металлов или сплавов. Один из них используется как покрытие или как внешнее кольцо (для монет, состоящих из двух частей, например юбилейной монеты Банка России достоинством в 10 руб.). Для нанесения покрытия применяются два метода: плакировка (когда слой одного металла или сплава наносится на поверхность основы термомеханическим способом горячей или холодной прокатки листов заготовок) и электрогальваника. Второй способ более надежный, но более дорогостоящий и трудоемкий. Поэтому, например, в российских монетах достоинством 5 руб., а также 1 и 5 коп. ранее было применено плакирующее покрытие, а со второй половины 2006 г. плакировка стала применяться и в производстве 10 и 50 коп. В настоящее время в целях экономии все номиналы российских монет изготавливаются из стали с покрытием.
Самую сложную на текущий момент конструкцию имеют монеты достоинством в 1 и 2 евро. Монета в 1 евро состоит из внешнего кольца желтого цвета (75 % меди, 20 % цинка и 5 % никеля) и трехслойного внутреннего круга белого цвета (основа – никель, покрытие – мельхиор). Монета в 2 евро имеет внешнее кольцо белого цвета (мельхиор) и трехслойный внутренний круг желтого цвета (основа – никель, покрытие – сплав того же состава, как внешнее кольцо у монеты в 1 евро). Кроме того, обе монеты имеют сложный рисунок, переходящий с внутренней части на внешнее кольцо.
Основными характеристиками монеты считаются: диаметр, толщина, масса, цвет, тип (конструкция) монеты и сплав, магнитные свойства, количество рифов на гурте.
Основные характеристики и параметры монет Банка России показаны в табл. 1.1.3.
Таблица 1.1.3. Основные характеристики и параметры монет Банка России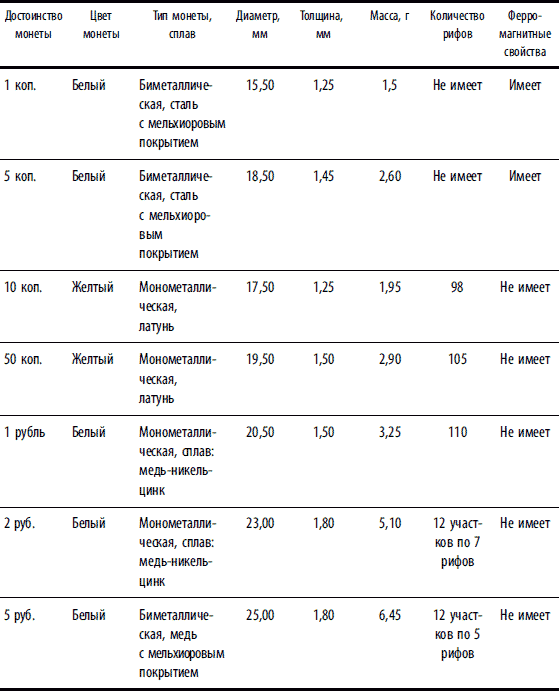
Отметим, что в 2009 г. Банком России и Гознаком была завершена большая работа по переходу на выпуск практически всех номиналов монеты из менее дорогостоящих материалов на основе стали. В итоге Гознак перешел на выпуск монеты достоинством 1, 2 и 5 руб. из стали с никелевым гальванопокрытием, завершив переход к стальной основе, начатый во второй половине 2006 г. с монет номиналом 10 и 50 коп.
Внешний вид и характеристики этой новой разновидности монет Банка России номиналами 10 и 50 коп. образца 1997 г. показаны на рис. 1.1.13.

Рис. 1.1.13. Монеты 10 и 50 коп., выпускаемые со второй половины 2006 г.
Монеты этой разновидности изготавливаются из стали, плакированной с обеих сторон сплавом меди желтого цвета (томпак), поэтому стали немного легче и обладают ферромагнитными свойствами. Графическое оформление и размеры монет сохранены без изменений. Монеты номиналов 10 и 50 коп., изготавливавшиеся ранее из латуни, продолжают обращаться на территории Российской Федерации в качестве законного средства наличного платежа.
Начиная со второго квартала 2009 г. монеты Банка России номиналом 1, 2 и 5 руб. стали изготавливать из стали с никелевым гальванопокрытием. Они также несколько легче предыдущих и обладают ферромагнитными свойствами. Графическое оформление, цвет и геометрические характеристики новой разновидности монет соответствуют ранее выпущенным монетам из медно-никелевого сплава (для монет номиналом 1 и 2 руб.) и из меди с плакирующим покрытием (5 руб.) образца 1997 г. с разновидностью аверса 2002 г.
Характеристики новых монет номиналом 1, 2 и 5 руб. представлены в табл. 1.1.4.
Таблица 1.1.4. Характеристики новых монет номиналом 1, 2 и 5 руб.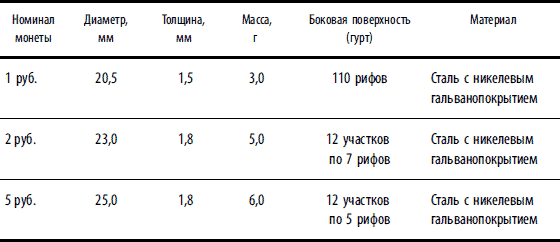
Кроме того, с 1 октября 2009 г. с целью постепенной замены десятирублевых банкнот выпускается новая 10-рублевая монета из стали с латунным гальванопокрытием (рис. 1.1.14).

Рис. 1.1.14. Внешний вид и характеристики новой монеты номиналом 10 руб.
Монета имеет форму диска желтого цвета, с выступающим кантом по окружности на лицевой и оборотной сторонах. Материал монеты обладает ферромагнитными свойствами.
На аверсе монеты изображены:
• в центре – эмблема Банка России (двуглавый орел с опущенными крыльями), под ним надпись полукругом «БАНК РОССИИ»;
• справа под лапой орла – товарный знак монетного двора;
• в верхней части по окружности – обозначение номинала: «ДЕСЯТЬ РУБЛЕЙ»;
• в нижней части – две горизонтальные линии, разделенные точкой, под ними – год чеканки.
На реверсе монеты изображены: – в центре (со смещением к левому краю на фоне поля из вертикальных линий) – обозначение номинала монеты: число «10», под числом – слово «РУБЛЕЙ»;
• вдоль канта – слева, внизу и в правой части диска – растительный орнамент в виде ветви с переплетающимися стеблями;
• внутри цифры «0» имеются «скрытые» изображения, видимые поочередно при изменении угла зрения: число «10» и надпись «РУБ» (рис. 1.1.15).
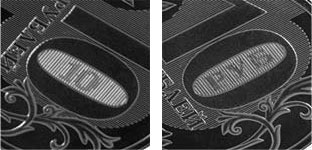
Рис. 1.1.15. «Скрытые» изображения на реверсе новых 10-рублевых монет Банка России
Производство монеты. Процесс выделки монетных заготовок начинается с производства листов проката монетных сплавов заданного состава и строго регламентированной толщины по всему листу. Листы могут быть монометаллическими и биметаллическими (причем по композиции слоев они могут быть как двухслойными, так и трехслойными симметричными). Полученные листы (или лента) поступают на специальные вырубные прессы, где производится вырубка заготовок. Современные машины выполняют одновременно две операции: и вырубку кружков, и гурчение (нанесение рисунка на гурт). Однако для получения наиболее сложных рисунков применяются специальные гуртильные станки.
Завершающим этапом производства монеты является чеканка. Это сложная технологическая операция, в результате которой после удара штемпеля чеканочной машины на заготовке появляется четкое выпуклое рельефное изображение с хорошо проработанными мелкими деталями. Современные чеканочные автоматы (рис. 1.1.16) совершают до 12 ударов в секунду, обеспечивая высокую производительность потока. Вместе с тем процесс разработки и гравировки рисунка на рабочих штемпелях машины, контроль их качества и состояния являются очень трудоемкими и сложными.

Рис. 1.1.16. Чеканочный автомат SCHULER и цех современного монетного производства
Далее монеты поступают на пересчет, контроль качества (выборочный или сплошной) и упаковку для доставки в хранилище готовой продукции и далее. Естественно, приведенная технология производства относится к обычной разменной монете и неприменима к монетам высшего качества, которые чеканятся из сплавов драгоценных металлов и по специальной технологии.
Итак, мы рассмотрели основы производства банкнот и монеты и можем перейти к изучению защитных признаков, создаваемых в ходе различных производственных процессов, а также к организации проверки подлинности денежных знаков Банка России и основных мировых валют, с которыми работают российские коммерческие банки: долларов США и евро.
Вместе с тем предварительно необходимо проанализировать еще один вопрос, непосредственно связанный с банкнотным производством. Причем не только с точки зрения защиты банкнот от подделывания, но и с точки зрения качества банкнот в целом.
Качество банкнот и проблемы его оцениванияПожалуй, ни один из продуктов современной цивилизации не пользуется столь же большим спросом и не вызывает такого интереса, как бумажные деньги. В связи с этим вполне правомерным представляется вопрос о качестве этого продукта, тем более что процессы его производства и обращения достаточно сложны и трудоемки.
Под категорией «качество» обычно принято понимать совокупность объективно существующих свойств и характеристик, уровень которых обусловлен показателями, определяющими потребительную стоимость продукции. Банкнота как таковая, безусловно, является массовым продуктом промышленного производства. Однако вместе с тем ее можно назвать и произведением искусства.
Действительно, сравним два объекта: банкноту и картину. Какой из них является более сложным и насыщенным разными свойствами и характеристиками?