Полная версия
Тяжелосредное обогащение углей

В принципе такое равенство допустимо, так как при взаимном влиянии указанных возмущений результирующее воздействие может быть учтено введением поправочных коэффициентов

При движении зерен в потоке, имеющем градиент горизонтальной скорости, коэффициент диффузионного массопереноса (называемый в этом случае иногда турбулентной вязкостью) может быть выражен как

Таким образом, В1 зависит от максимального размера стационарного вихря hmax (он равен или меньше глубины ванны сепаратора), разности максимального νc.max и минимального νc.min значений скорости потока и коэффициента турбулентной вязкости K.
Объяснением вертикальных перемещений зерен может служить наличие стационарных циркуляций суспензии, переносящих зерна разделившегося материала в ниже- или вышележащие слои. По большей части такие циркуляционные потоки возникают в застойных зонах, т. е. в зонах с пониженной скоростью движения суспензии.
В процессе перемещения в ванне сепаратора за каждым крупным зерном возникает вихревая дорожка, взаимодействие таких вихрей турбулизует весь объем суспензии.
Учитывая, что размер застойных зон, где происходит образование циркуляционных потоков, сопоставим по порядку величин с размером ванны, а размер последней, как правило, на порядок и более превосходит максимальный размер зерна обогащаемого материала, для всех зерен коэффициент В1 можно считать постоянным, зависящим только от гидродинамики потока суспензии в ванне сепаратора. Следовательно, в уравнении (2.12) ξ ≈ 1.
Для коэффициента В2 такое допущение неправомерно, так как линейные размеры турбулентных вихрей, вызываемых движением в ванне зерен обогащаемого материала, сопоставимы с их размером.
Для оценки взаимосвязи турбулентного режима движения суспензии с крупностью зерен обогащаемого материала следует определить размер зерна, для которого вязкостное сопротивление равно профильному.
Из уравнений равенства суммы движущихся сил и сил сопротивления

и сил вязкостного и профильного сопротивлений

решенных относительно v (при условии ψ ≈ π/10), получим:
– для вязкостного сопротивления

– для профильного сопротивления

Графическое решение системы уравнений относительно d при характерных параметрах работы тяжелосредного сепаратора (δч– δс=100 кг/м3, δс=2000 кг/м3, µ=10-2 Па·с, τ0 =6 н/м2) дает размер граничного зерна dгр = 15 мм, что близко к нижнему пределу крупности (примерно 13 мм) угля, эффективно обогащаемого в сепараторах.
Для зерен крупностью d ≤ dгр при этих условиях преобладает вязкостное сопротивление, для зерен крупностью d ≥ dгр – профильное сопротивление, т. е. в первом случае в качестве коэффициента диффузионного массопереноса превалирует В1 (В ≈ В1), во втором – В2 (В ≈ В2).
Исходя их этих соображений, можно полагать, что при выбранных параметрах процесса энергия турбулентных пульсаций в ванне сепаратора пропорциональна единовременной концентрации материала крупностью более dгр, т. е. дисперсия турбулентных пульсаций Dт зависит от производительности сепаратора, гранулометрического и фракционного состава питания, плотности, вязкости и предельного напряжения сдвига суспензии:

где Р(δч, d) – распределение обогащаемого материала по плотности и крупности.
Приняв линейный размер турбулентной пульсации L = dmax, можно оценить случайную составляющую скорости турбулентных пульсаций:

где ω(t) – вертикальная скорость потока суспензии, м/с; ω‾ – среднее значение вертикальной скорости потока, м/с; νmax – максимальная скорость движения частицы размером dmax, м/с; K1 – коэффициент пропорциональности (K1<1);

Рассматривая отношение усредненной скорости потока суспензии к полному значению коэффициента диффузионного массопереноса, следует заметить, что при ν‾/B→0 разделение не происходит, при ν‾/B→∞ разделение приближается к идеальному.
Очевидно, что при прочих равных условиях наибольшая скорость закономерного перемещения зерна достигается при наименьших значениях динамической вязкости и предельного напряжения сдвига суспензии. Увеличение средней скорости перемещения зерна повышает отношение ν‾/B и уменьшает погрешность разделения.
Минимизация величины В также улучшает условия разделения, однако для этого необходимо уменьшить масштаб циркуляций hmax и неоднородность горизонтальных скоростей потока суспензии νmax – νmin.
Приведенные теоретические предпосылки определяют следующие основные направления совершенствования процесса обогащения углей в тяжелосредных сепараторах:
оптимизация гидродинамической формы ванны путем устранения застойных зон и сведения к минимуму неоднородности горизонтальных скоростей потоков;
улучшение реологических параметров тяжелой среды;
разделение узких классов обогащаемого материала при минимальном содержании зерен, размер которых меньше нижнего предела крупности (обычно dгр ≈ 13 мм).
Как уже отмечалось, гидродинамические условия в ванне сепаратора существенно сказываются на характере движения разделяемых херен, причем возмущающее действие турбулентного перемешивания по масштабу сопоставимо с воздействием реологических факторов суспензии (вязкости и предельного напряжения сдвига).
Замеры скоростей потоков суспензии по всему объему ванны сепаратора с помощью датчиков скорости (термогидрометры) и методом электрогидродинамических аналогий (ЭГДА) показали их существенную неоднородность. Неоднородность скоростей потоков суспензии, как было показано теоретически, является основной причиной возникновения вторичных циркуляций суспензии, наличия зон пониженных скоростей (застойных зон), что приводит к нарушению четкости разделения материала и неравномерности плотности суспензии в ванне сепаратора.
Выбор оптимального соотношения горизонтального (транспортного) и вертикального (восходящего) потоков позволяет несколько улучшить равномерность поля плотности суспензии, однако при любых соотношениях потоков полностью ликвидировать участки неравномерной плотности не удается. Радикальным способом создания более равномерного поля плотности и общего улучшения гидродинамических условий разделения в рабочей ванне сепаратора является оптимизация ее формы.
Исследование методом ЭГДА ванн наиболее распространенных отечественных двухпродуктовых тяжелосредных сепараторов с наклонным (СК) и вертикальным (СКВ) элеваторными колесами позволило получить гидродинамическую картину движения потоков суспензии.
Оценка поля скоростей производилась с помощью коэффициента неравномерности

Гидродинамическое совершенство формы ванны определялось по коэффициенту совершенства формы

где Sз – площадь застойных зон в центральном сечении ванны сепаратора (зон с минимальными скоростями потока); Sв – общая площадь сечения ванны.
В результате исследований установлено, что внутри проточной части ванн сепараторов СК и СКВ имеются застойные зоны, расположенные преимущественно под загрузочным и разгрузочным (для легкой фракции) желобами у боковых стенок. В сепараторе СКВП желоба вынесены за пределы ванны, улучшена конфигурация проточной части, кроме того, с помощью специального загрузочно-распределительного устройства упорядочена подача горизонтального потока суспензии.
Сравнение коэффициентов Кн и Кс, полученных И.А. Доброхотовой и В.И. Жорником. приведено ниже:
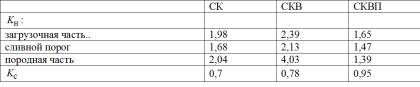
Внутри ванны оптимальной формы (сепаратор СКВП) отсутствуют зоны со значительной неоднородностью скоростей, вызывающей циркуляционные потоки, а также зоны с малыми значениями скоростей (застойные зоны), что способствует повышению производительности сепаратора и эффективности разделения обогащаемого материала.
Опыты на лабораторном сепараторе для углей крупностью 13–25 мм показали, что в ванне оптимизированной формы разделение проходит более интенсивно по сравнению с разделением в ванне обычной формы: время разделения уменьшается почти вдвое (соответственно растет производительность), а эффективность разделения существенно улучшается (Еpm = 48 кг/м3 и Еpm = 25 кг/м3 соответственно).
Более детальные экспериментальные исследования были проведены на полупромышленном сепараторе также с ваннами двух типов (стандартной и оптимизированной), имевшими одинаковую ширину 0,44 м.
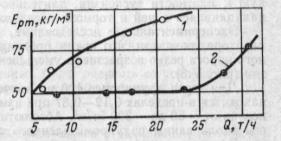
Рис. 2.2. Зависимость показателя эффективности разделения Еpm от производительности Q для ванны стандартной (1) и оптимизированной (2) форм
В качестве примера на рис. 2.2 показана зависимость эффективности разделения от производительности для одного и того же весьма труднообогатимого угля крупностью >13 мм при обогащении в сепараторе с ваннами двух типов.
Увеличение нагрузки на ванну стандартной формы сопровождается резким ухудшением эффективности разделения во всем диапазоне производительностей. Ванна оптимизированной формы позволяет достичь лучшей эффективности разделения до предела нагрузочной устойчивости, после чего показатели обогащения также ухудшаются.
В промышленных сепараторах суспензия обычно загрязнена угольным и породным шламами, что ухудшает ее реологические свойства. Поэтому снижение вязкости и предельного напряжения сдвига рабочей суспензии является одним из средств воздействия на результаты обогащения.
Введение в концентрированные, сильно зашламленные суспензии реагента-пептизатора (например, гексаметафосфата натрия) при расходе 1–1,5 кг/м3 заметно улучшает реологические параметры среды и повышает эффективность разделения.
В опытах, проведенных на полупромышленном тяжелосредном сепараторе, было показано, что добавка гексаметафосфата натрия (1 кг/м3) в суспензию плотностью 1800 кг/м3 (концентрация шлама около 35 %) снижает ее вязкость с 11,2·10-3 до 9,4·10-3 Па·с, а предельное напряжение сдвига – с 12 до 7,8 Н/м2. При этом эффективность разделения соответственно улучшается с Еpm = 62 до Еpm = 38 кг/м3.
Преимущества обогащения в тяжелосредных сепараторах узких классов углей (при уменьшенном отношении dmax /dmin), вытекающие из теоретических представлений, были подтверждены экспериментальным путем. Так, при обогащении угля крупностью 6-25 мм в тяжелосредном сепараторе в суспензии плотностью 1800 кг/м3 эффективность разделения Еpm составила 70 кг/м3, а при обогащении того же угля раздельно по классам 6-13 и 13–25 мм – 67 и 48 кг/м3 соответственно. Принцип обогащения узких классов углей был реализован в опытном образце промышленного сепаратора СКВД-32, в котором, например, класс 6-25 мм обогащался с эффективностью Еpm = 80 кг/м3, а этот же класс в составе более широкого класса крупности 6-350 мм – с эффективностью Еpm = 150 кг/м3, т. е. значительно худшей.
Оптимизация гидродинамической формы ванны и рациональная система подачи горизонтального потока улучшают распределение скоростей суспензии и уменьшают масштаб турбулентных вихрей. Однако создание сепаратора, в ванне которого полностью были бы исключены циркуляции суспензии и скорость равномерна, практически невозможно. В связи с этим реальная скорость продвижения разделяемого материала в горизонтальном направлении меньше скорости суспензии, так как циркуляционные вихри притормаживают перемещение слоя угля. Кроме того, у стенок ванны скорость перемещения несколько меньше, чем в центральной части.
Усредненная скорость продольного транспортирования материала ν‾тр связана с усредненной горизонтальной скоростью потока суспензии ν‾с поправочным коэффициентом:

где
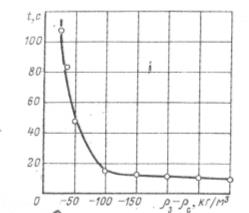
Рис. 2.3. Зависимость времени пребывания в ванне сепаратора легких зерен (крупность 100 мм) от разности плотностей зерен и суспензии δз-δс, кг/м3
Изучение закономерностей движения зерен разделяемого материала в ванне сепаратора приводит к выводу, что интенсивность процесса лимитируется скоростью передвижения к разгрузочной части зерен, плотность которых меньше или близка к плотности суспензии. Тяжелые зерна быстро погружаются в начальной части ванны со скоростью, которая в 2–2,5 раза превосходит среднюю скорость передвижения слоя легких зерен. Легкие зерна, имеющие плотность, близкую к плотности суспензии, длительное время находятся в ванне сепаратора, накапливаясь в ней и тормозя передвижение всей массы легких зерен.
Экспериментальные исследования, проведенные на полупромышленном сепараторе, показали, что время продвижения зерен от места загрузки до сливного порога резко возрастает с уменьшением разности плотностей зерен и суспензии (рис. 2.3).
Для зерен крупностью 100 мм значение коэффициента b в уравнении (2.22) находится в пределах 0,12-0,87 при изменении разности плотностей зерен и суспензии от -50 до -300 кг/м3. Абсолютные скорости перемещения указанных зерен вдоль ванны полупромышленного сепаратора составляют от 7 до 20 см/с.
2.1.2. Классификация тяжелосредных сепараторов
Наиболее полная классификация конструкций тяжелосредных сепараторов была сделана польским профессором Т.С. Лясковским. По предложенной классификации все сепараторы разделены на два вида: подвижные и неподвижные. К подвижным относятся все барабанные сепараторы («Вемко», «Гардинг», «Рейнгайзен» и др.).
Неподвижные виды сепараторов разделены на два типа: с глубокой и мелкой ванной. Сепараторы с глубокой ванной объединяют в три группы: механические («Чанс», «Де-Войс», «Тромп» и др.), аэролифтные («Вемко», «Нельдко», «Сайнамид», «Сайнамид II», «Гумбольдт») и гидравлические (Эльзасский, Топоркова, «Трюмпельман» и др.).
Сепараторы с мелкой ванной разделяются на три группы: гребковые (ДSМ, ККН, Южгипрошахта, Лензена, Землянского), ленточные («Жезал», ДонУГИ, «Ридли-Сколз», «Фогель» и др.) и с элеваторным колесом («Линк-Белт», «Нельсон-Дэвис», «Саймон-Карве», «Дрюбой», «Взбодиш», Н.Р.С., СК, СКВ, СКВП, СКВД и др.)
Такая классификация (рис. 2.4) охватывает практически все виды тяжелосредных сепараторов.
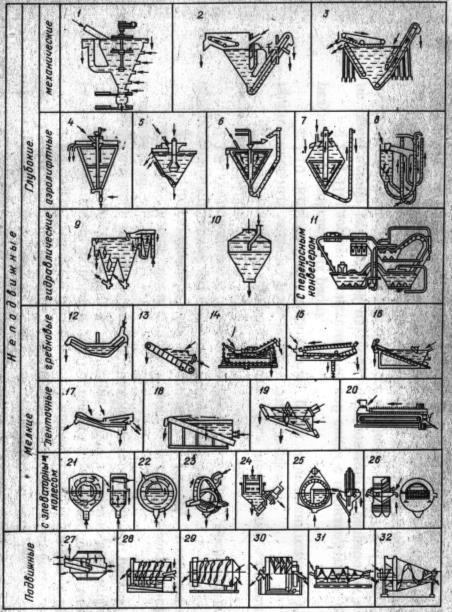
Рис. 2.4. Классификация тяжелосредных сепараторов по Т.С. Лясковскому
Для обогащения в тяжелых суспензиях применяют различные конструкции сепараторов.
Конструкция сепаратора должна обеспечить поддержание устойчивой плотности суспензии в зоне расслоения обогащаемого материала, полное расслоение материала по плотности, быстрое удаление из ванны сепаратора продуктов обогащения и достаточную производительность.
Классификация сепараторов производится по следующим признакам:
1) способу поддержания (стабилизации) плотности суспензии:
с поступательным вертикальным движением суспензии;
с поступательным горизонтальным движением суспензии;
с вращательным движением суспензии;
2) характеру циркуляции суспензии:
закрытые – суспензия отделяется от продуктов обогащения в сепараторе на специальных ситах;
открытые – суспензия отделяется от продуктов обогащения вне сепаратора;
полуоткрытые – суспензия отделяется от одного продукта обогащения – в сепараторе и от другого продукта – вне сепаратора;
3) количеству выделяемых продуктов:
двухпродуктовые;
трехпродуктовые;
4) форме ванны:
корытные;
пирамидальные и призматические;
конусные;
барабанные;
5) способу удаления продуктов обогащения:
со скребковыми конвейерами;
с элеваторными колесами.
Первые два классификационных признака оказывают непосредственное влияние на процесс обогащения в сепараторах и косвенное влияние – последние три признака.
Пирамидальные, призматические и конусные сепараторы имеют глубокую ванну; корытные и барабанные – мелкую. В настоящее время в углеобогащении сепараторы с глубокой ванной не применяются.
Форма ванны сепаратора определяется рядом факторов:
необходимостью достижения максимальной стабильности суспензии;
стремлением к максимальному увеличению производительности сепаратора при одновременном уменьшении его размеров;
необходимостью устройства механических приспособлений для удаления продуктов обогащения и для обеспечения спокойного ввода угля в суспензию.
Одним из недостатков метода обогащения в минеральных суспензиях является абразивное действие утяжелителя на движущиеся металлические детали сепаратора, соприкасающиеся с суспензией. Поэтому желательно максимально уменьшить количество движущихся металлических частей, погруженных в суспензию. Одно время наиболее распространенным приспособлением для удаления продуктов обогащения являлись металлические скребковые конвейеры. Однако большое количество шарнирных соединений в цепи конвейера приводило к быстрому их износу и необходимости в связи с этим довольно частого ремонта цепи конвейера. Поэтому в последнее время конструкторы сепараторов стремятся избежать установки скребковых конвейеров для удаления продуктов обогащения, заменяя последние вращающимися колесами и спиралями, механическими лопатами, вращающимися лопастями, резиновыми лентами, что в ряде случаев предопределяет форму сепаратора.
Между тем, по литературным данным, расходы на ремонт короткой цепи скребкового конвейера не так уж велики, и при конструировании сепараторов необходимо руководствоваться не стремлением заменить скребковые конвейеры другими приспособлениями во избежание дорогостоящих ремонтов, а технологическими условиями процесса, главным образом, необходимостью обеспечения стабильности суспензии и возможностью непрерывного удаления находящегося во взвешенном состоянии угля, плотность которого близка к плотности суспензии.
Не менее важной деталью, которой уделяется недостаточное внимание, является приспособление для ввода угля в суспензию. Практика обогащения в минеральных суспензиях показала, что лучшие результаты обогащения получены при предварительном смачивании угля перед его поступлением в сепаратор. Кроме того, при вводе угля в суспензию желательно избегать падения кусков с высоты. Для крупных кусков угля, обладающих большой подвижностью, это обстоятельство не имеет большого значения, так как они быстро всплывают на поверхность суспензии. Мелкие же куски угля при таком вводе в суспензию могут в большом количестве оказаться в отходах, как и крупные куски, плотность которых близка к плотности суспензии. Поэтому перед поступлением угля в суспензию желательно, во-первых, смочить его, во-вторых, обеспечить спокойный ввод угля в суспензию, чтобы предотвратить его падение с большой высоты.
Важнейшим показателем, характеризующим сепаратор, является его производительность. На производительность сепаратора влияет большое количество факторов и, в первую очередь, следующие:
1. Подвижность обогащаемых частиц, зависящая от размера угля, количества фракций, плотность которых близка к плотности суспензии, и вязкости суспензии.
2. Скорость удаления продуктов обогащения. Скорость удаления продуктов обогащения механическим путем не может превышать определенной величины, чтобы предотвратить образование завихрений и турбулентного движения, так как в последнем случае стабильность суспензии будет нарушена и нормальный процесс расслоения угля по плотностям прекратится. При удалении продуктов обогащения скребковыми конвейерами скорость их не должна превышать 100–200 мм/сек.
3. Степень разрыхления угля в верхнем слое суспензии. Чем полнее разрыхление слоя угля, тем точнее происходит разделение частиц по плотностям, но тем меньше производительность сепаратора. Всплывшие угольные зерна частично находятся под уровнем зеркала суспензии, значительная их часть выступает над уровнем суспензии примерно на 1/3 своей высоты. Для лучшего разделения необходимо, чтобы толщина всплывшего угольного слоя не превышала высоты максимального куска обогащаемого угля. Однако при этом резко падает производительность сепаратора, поэтому рекомендуется поддерживать высоту слоя всплывшего угля равной тройному диаметру крупных обогащаемых кусков угля при достаточном его разрыхлении.
Производительность сепараторов относят к 1 м ширины ванны. В настоящее время в сепараторах наиболее удачной конструкции достигнута производительность для крупного угля (класс 25-100 мм) 70–80 т/м ширины зеркала суспензии в ванне по всплывшему продукту. Для угля с размером кусков 6-25 мм производительность на 1 м ширины ванны не превышает 30–35 т/ч.
2.1.3. Корытные тяжелосредные сепараторы
Корытные сепараторы состоят из неглубокой ванны (корыта), в которой медленно циркулирует суспензия заданной плотности, и одного или двух транспортных устройств для разгрузки всплывшего и потонувшего продуктов.
Имеются корытные сепараторы со скребковыми, винтовыми, спиральными и ленточными конвейерами.
Корытные сепараторы имеют ряд преимуществ по сравнению с другими типами сепараторов:
их можно устанавливать на место, ранее занимаемое породоотборной лентой, заменив тем самым трудоемкую ручную породовыборку механическим обогащением крупного угля;
объем рабочей суспензии, циркулирующей через сепаратор, небольшой, поэтому изменение плотности суспензии можно производить достаточно легко и просто;
получают только два продукта обогащения, поэтому регулирование процесса несложное, причем увеличение содержания промежуточного продукта в угле не снижает производительности сепаратора.
Все конструкции корытных сепараторов отличаются друг от друга главным образом формой ванны и приспособлениями для удаления продуктов обогащения.
Как правило, рабочая суспензия циркулирует через ванну сепаратора в горизонтальном направлении и этим самым обеспечивается ее стабильность.
Наилучшие результаты обогащения в корытных сепараторах получают в ваннах, устройство которых, как и устройство приспособлений для удаления продуктов обогащения, исключает образование турбулентного движения суспензии.
Кроме того, весьма важным конструктивным узлом является устройство для ввода угля в сепаратор.
Схема сепаратора со скребковым конвейером приведена на рис. 2.5.
Ванна сепаратора представляет собой ящик прямоугольного сечения, дно которого с обеих сторон имеет наклон под углом около 30°. Внутри ванны 1 установлен скребковый конвейер 2. Под верхней ветвью наклонной части конвейера, выдающей концентрат, располагается направляющая плоскость 3, по которой перемещается концентрат, выдаваемый из ванны, в желоб 4.
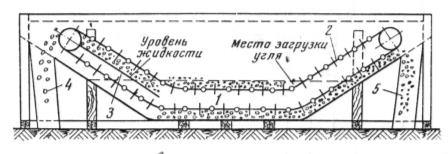
Рис. 2.5. Схема сепаратора со скребковым конвейером
Суспензия заливается в ванну так, чтобы она перекрывала верхний край скребков верхней части конвейера. Уголь загружается в начале горизонтального участка конвейера. Материал большей плотности, чем плотность суспензии, погружается и выносится из ванны нижней ветвью конвейера в желоб 5, а всплывший продукт выносится верхней ветвью.
Сепаратор обладает следующими преимуществами по сравнению с другими типами сепараторов:
дно и боковые продолжения дна ванны непрерывно очищаются скребками конвейера, поэтому выпадающий в небольшом количестве утяжелитель непрерывно удаляется;
удаление всплывшего и утонувшего продуктов производится одним конвейером;
отсутствует различие между плотностью суспензии в выше- и нижележащих зонах. Для обеспечения такого постоянства плотности суспензии достаточно небольшое движение жидкости, создаваемое скребковым конвейером;