Полная версия
Тяжелосредное обогащение углей
±4Epm=±4·0,155=±0,62, т. е. если δp=2 см3 и Epm = 0,155,
то в концентрат могут попасть фракции с плотностью до δp +4Epm =2+0,62=2,62 г/см3, а в породу – фракции с плотностью до δp -4Epm =2–0,62=1,38 г/см3. В интервале от δp до δp +4Epm в продуктах обогащения будут и фракции с промежуточной плотностью.
Чем меньше среднее вероятное отклонение обогатительного аппарата, т. е. чем меньше среднее отклонение плотности посторонних фракций в продуктах обогащения от плотности разделения, тем лучше и точнее работает этот аппарат. Величина Еpm определяет угол наклона кривой разделения к вертикали: чем меньше Еpm тем меньше этот угол, и если Еpm = 0, то α = 0 кривая разделения превращается в вертикальную линию, что свидетельствует об идеальном разделении угля.
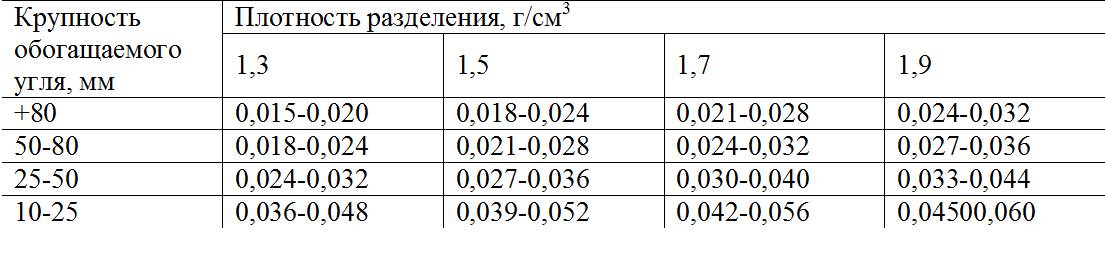
Установлено, что величина вероятного отклонения в значительной степени зависит от крупности обогащаемого угля и от плотности разделения.
Данные, иллюстрирующие это положение, приведены в табл. 1.26 и 1.27 [75].
При обогащении угля одинаковой крупности среднее вероятное отклонение повышается по мере возрастания плотности разделения. Это увеличение незначительно для обогатительных машин с тяжелой средой и существенно для машин с водной средой. По этой причине для машин с водной средой оценка эффективности разделения производится не по Еpm как для аппаратов с тяжелой средой, а по безразмерному коэффициенту погрешности J:

где δp – плотность разделения, г/см3.
Таблица 1.26
Значения для некоторых аппаратов
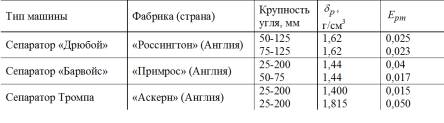
Таблица 1.27
Значения для аппаратов с тяжелой суспензией
Этот коэффициент позволяет судить о точности работы обогатительной машины независимо от плотности разделения.
Многие исследователи, так же как и авторы метода оценки эффективности разделения по Еpm считают, что для одной и той же обогатительной машины этот показатель и форма кривой не зависят от обогатимости угля и, следовательно, для угля одной и той же крупности полностью характеризуют работу данного аппарата.
Однако получение одинаковых значений показателя Еpm для углей различной обогатимости (различного фракционного состава) не означает, что количество элементарной посторонней фракции и общее их количество в полученных продуктах обогащения является также постоянным.
Количество посторонних фракций для угля одинаковой крупности при постоянном значении показателя Еpm будет выше в тех продуктах обогащения, где больше содержание этих фракций в исходном угле.
По полученным данным видно, что количество посторонних фракций в продуктах обогащения больше там, где выше количество смежных с плотностью разделения фракций в исходном угле.
Это и понятно, так как показатель Еpm определяет, в каком соотношении (в процентах от исходного угля) каждая фракция исходного угля, поступающего в аппарат, распределилась между продуктами обогащения. А поскольку весовые количества одноименных фракций в исходных углях могут быть различны, то при одном и том же значении вероятности разделения (распределения) весовые количества их в продуктах обогащения будут также различны.
По значениям Еpm можно оценить эффективность работы аппаратов, но нельзя судить о качестве продуктов обогащения. Для этого необходимо произвести соответствующие расчеты.
Определение ожидаемых результатов обогащения по показателю Еpm
Рассчитывать ожидаемые показатели обогащения (выход, зольность) по известным фракционному составу исходного угля и показателю Еpm для данного аппарата можно тремя способами: по методу октилей, аналитическому и графическому.
Рассмотрим из них лишь второй, как наиболее простой и удобный для пользования.
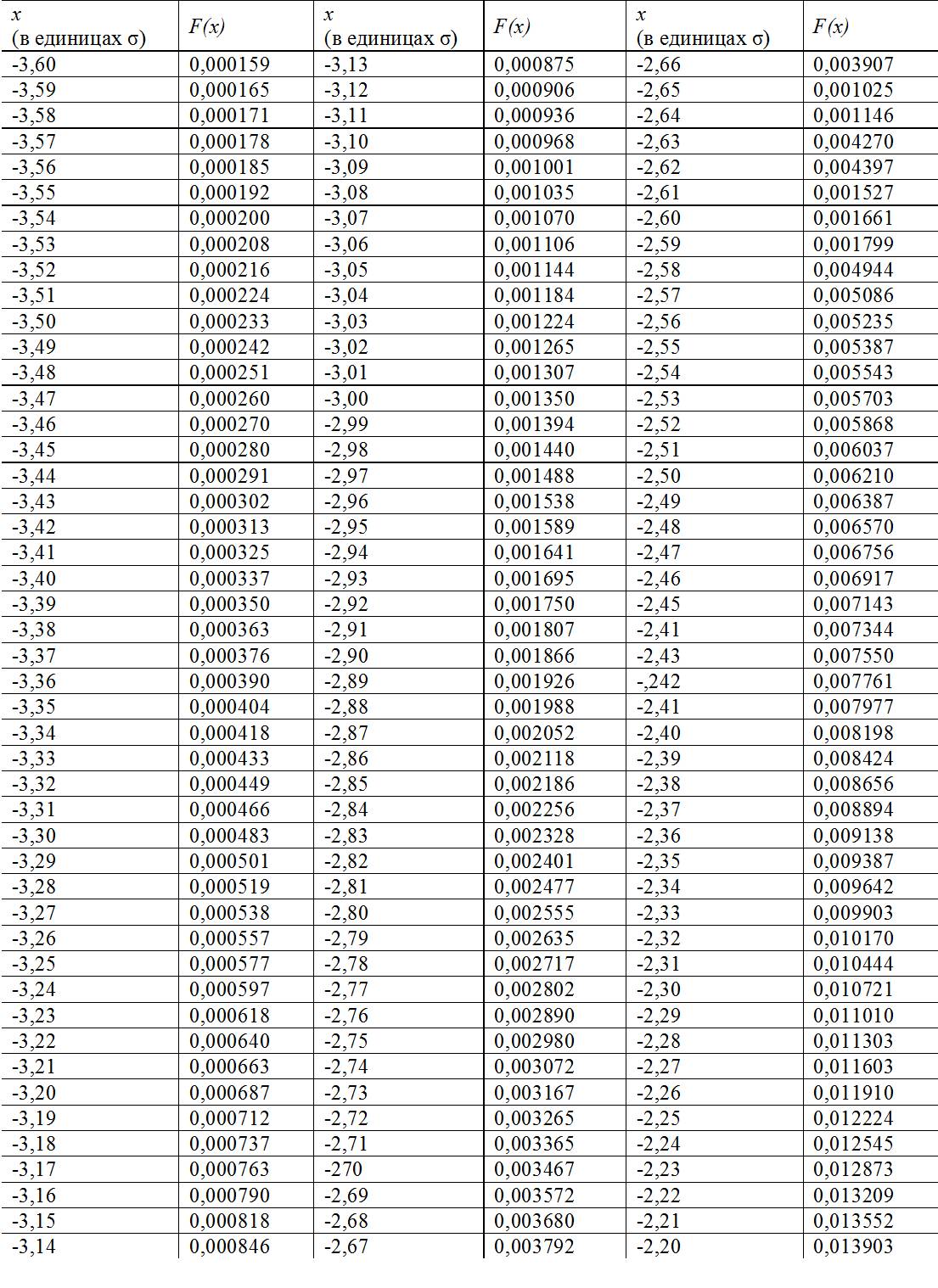
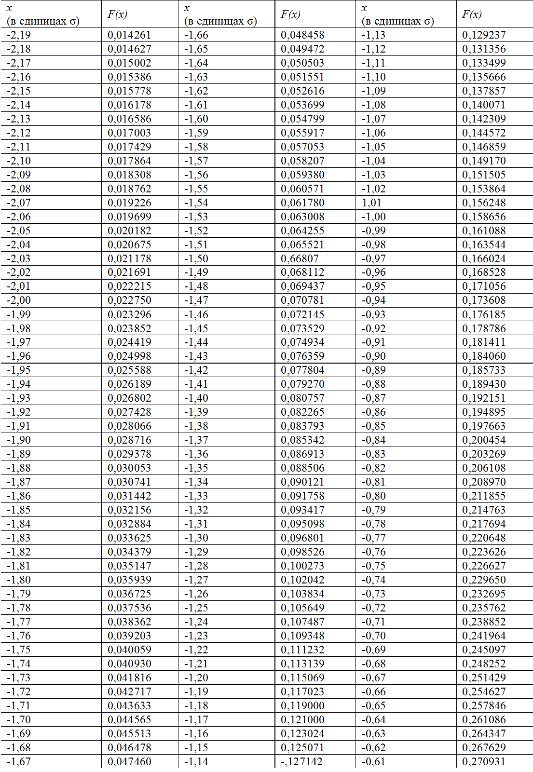
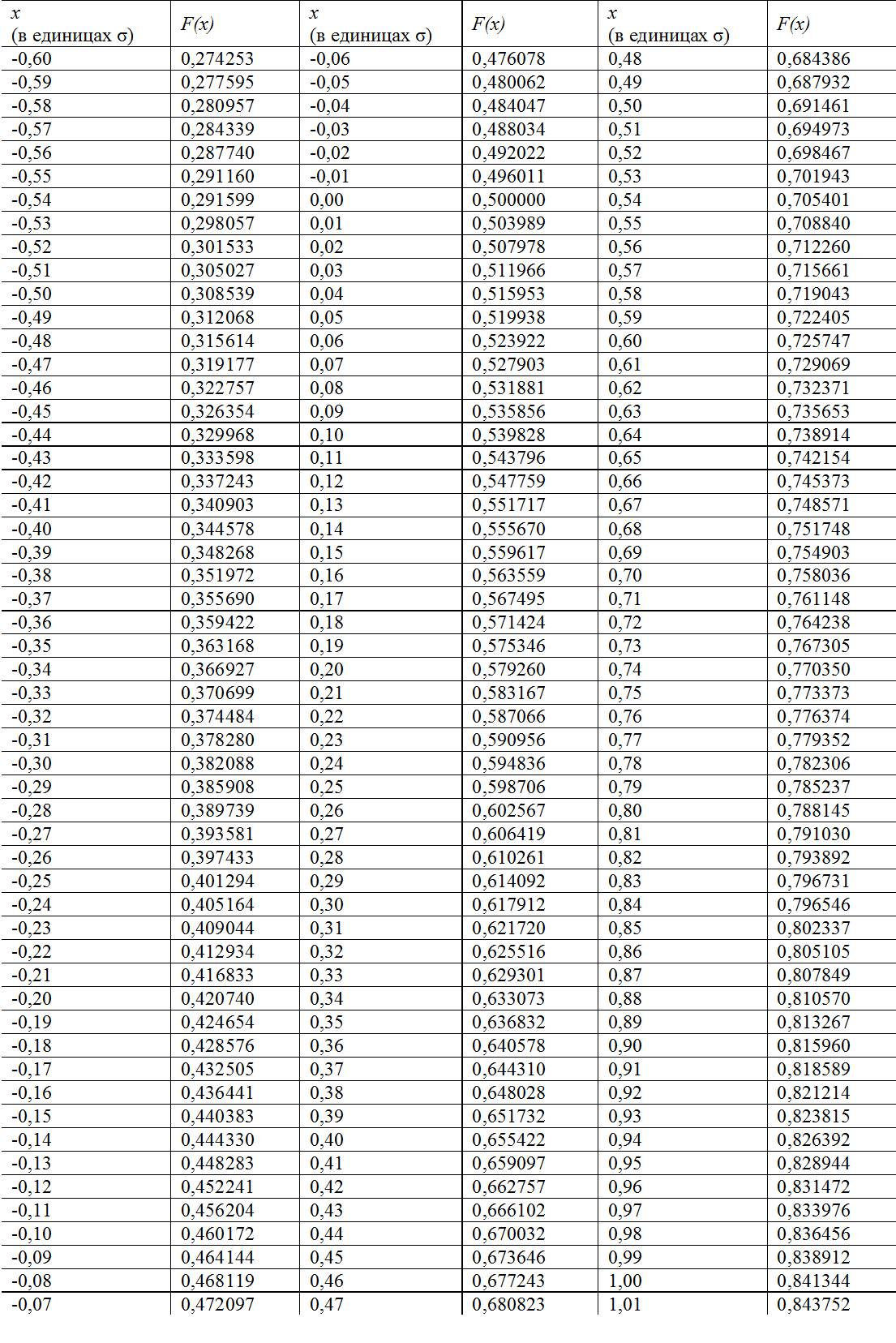
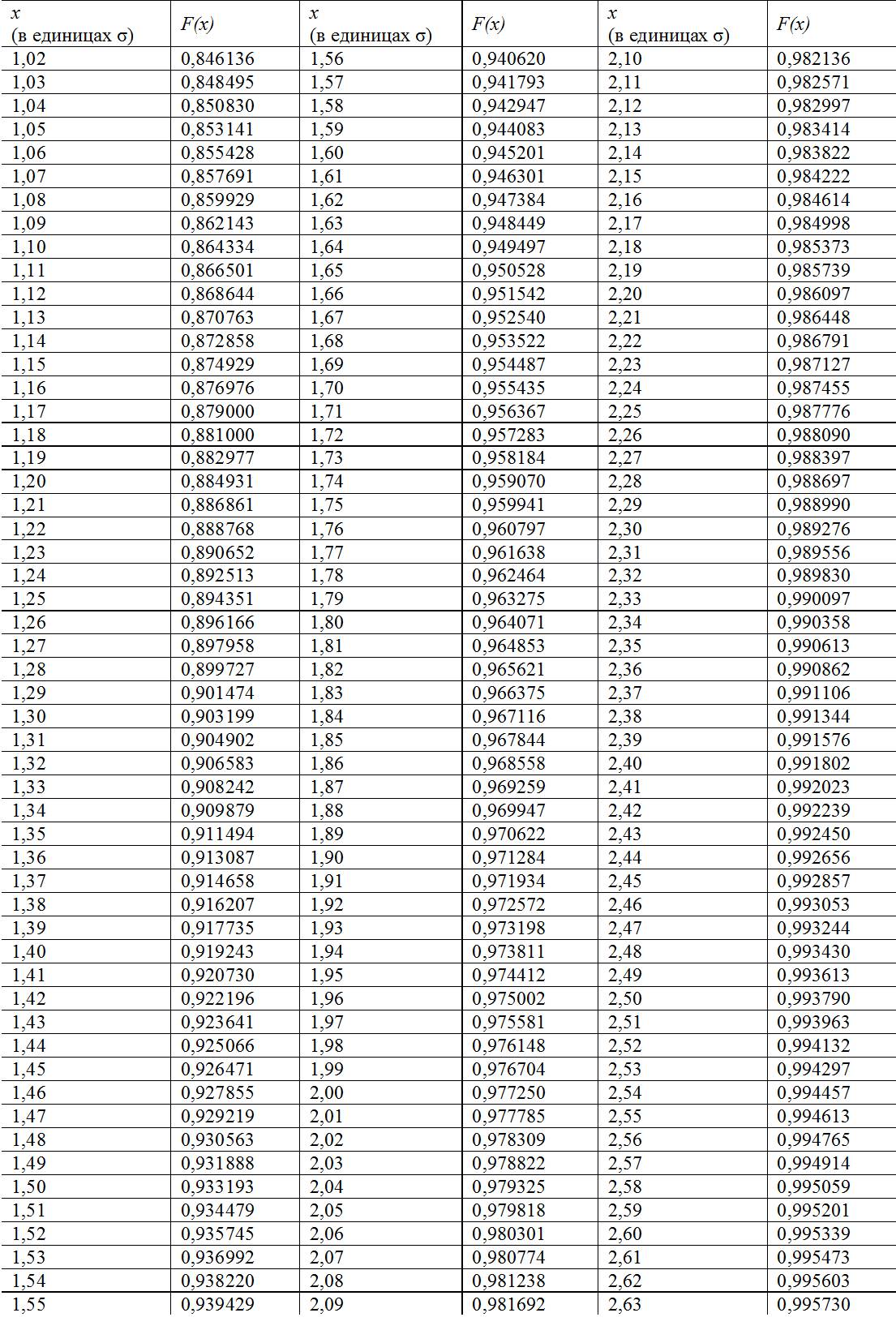
Для выполнения расчетов с помощью Еpm необходим подробный фракционный состав машинного класса (табл. 1.28). Извлечение факций в продукты обогащения определяют по табличным значениям функции Гаусса (табл. 1.29).
Таблица 1.28
Подрбный фракционный состав машинного класса
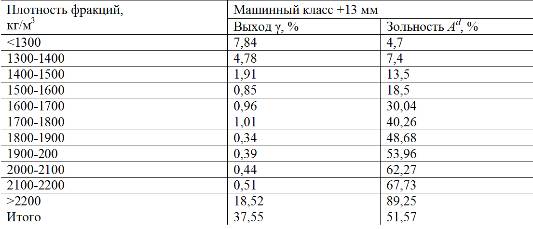
Таблица 1.29
Таблица Гаусса
Продолжение таблицы 1.29
Продолжение таблицы 1.29
Продолжение таблицы 1.29
Продолжение таблицы 1.29

Определим в качестве примера ожидаемые показатели обогащения угля марки «Г» крупностью +13 мм в сепараторах с магнетитовой суспензией с выделением трех продуктов: концентрата, промпродукта и отходов. Плотность разделения в первой стадии 1500 кг/м3 (сепаратор СКВ-32), во второй – 1800 кг/м3 (сепаратор СКВ-20).
Величину значений Еpm задают или определяют в зависимости от плотности по уравнениям приведенным в табл. 1.30 [78].
Таблица 1.30
Значения Ерm
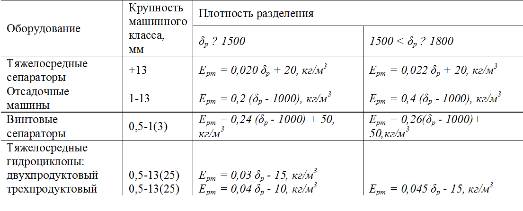
Определяем Ерm для тяжелосредного обогащения в сепараторах:
при плотности δp = 1500 кг/м3
Ерm = 0,020 δp + 20 = 0,020 · 1500 + 20 = 50 кг/м3;
при плотности δp = 1800 кг/м3
Ерm = 0,022 δp + 20 = 0,022 · 1800 + 20 = 70 кг/м3.
Расчет продуктов обогащения машинного класса +13 мм приведен в табл.1.31 и 1.32.
Таблица 1.31
Ожидаемый практический баланс продуктов обогащения угля класса >13 мм в сепараторе СКВ-32 при δр = 1500 кг/м3 и Ерm = 50 кг/м3
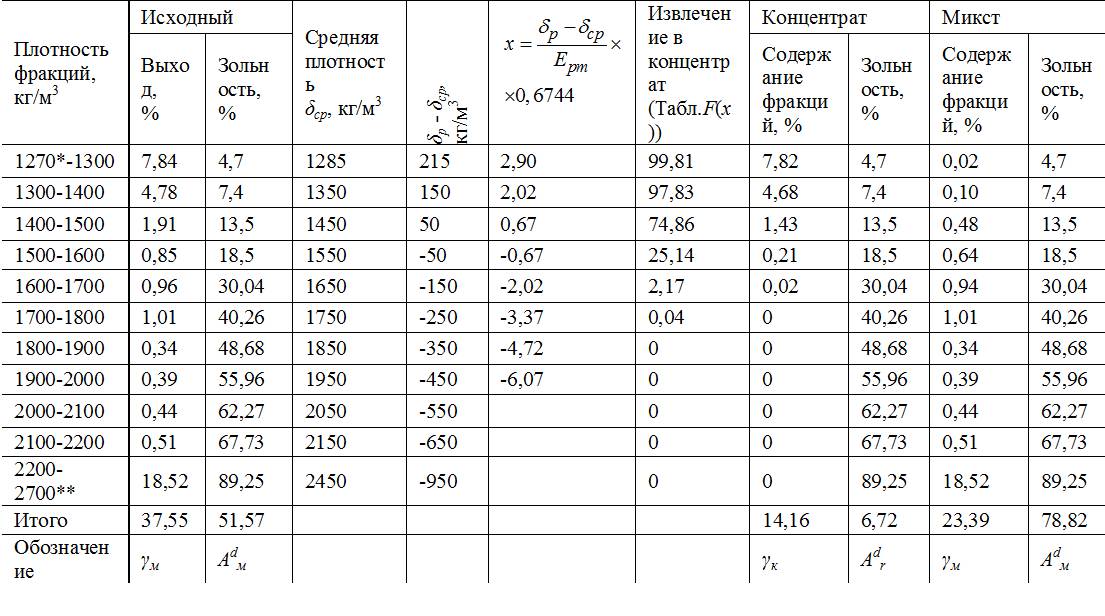
* – действительная плотность органической массы угля марки «Г», кг/м3;
** – условно принятая действительная плотность минеральных примесей, содержащихся в углях, кг/м3;
*** – табличные данные (табл. 1.29).
Недостатки метода оценки эффективности обогащения по вероятному отклонению
В основу расчета ожидаемых значений качественно-количественных показателей продуктов обогащения по этому методу принимаются характерные числа. Построенная по этим числам кривая разделения в анаморфозном масштабе представляет прямую линию. В действительности, т. е. при построении кривых по данным, полученным в результате отбора проб с промышленных аппаратов, они не являются прямолинейными. Деформации или искривления, как правило, имеются на концах прямой.
Эти искривления показывают, что на обогатительном аппарате получены продукты с содержанием посторонних фракций, превышающим количество, определяемое величиной вероятного отклонения Еpm.
Таблица 1.32
Ожидаемый практический баланс продуктов обогащения угля класса >13 мм в сепараторе СКВ-20 при δр = 1800 кг/м3 и Ерm = 70 кг/м3
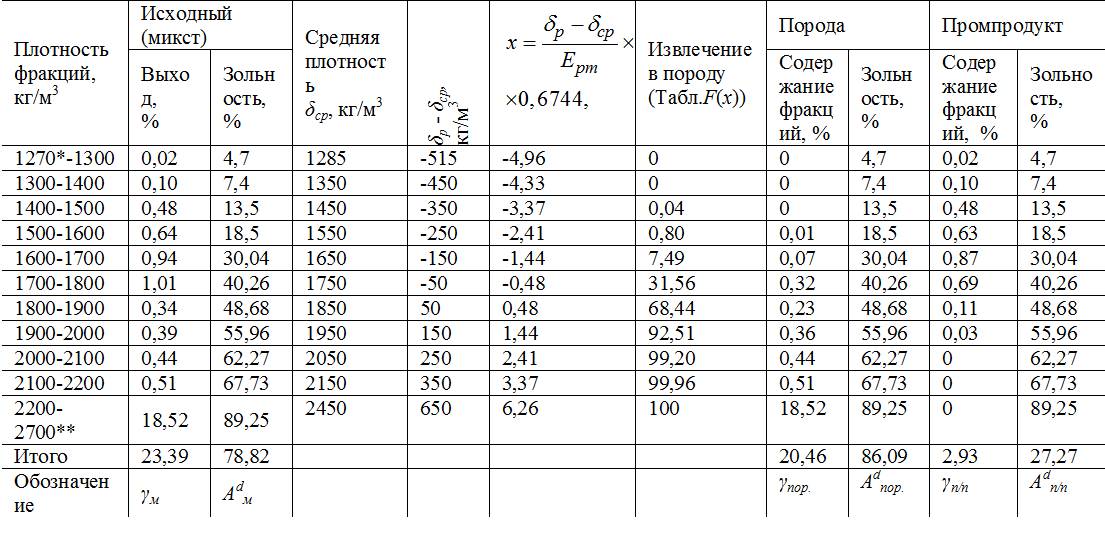
* – действительная плотность органической массы угля марки «Г», кг/м3;
** – условно принятая действительная плотность минеральных примесей, содержащихся в углях, кг/м3;
*** – табличные данные (табл. 1.29).
Эти засорения, вызывающие отклонения от прямой линии, могут произойти в результате механических дефектов в обогатительном аппарате, в результате плохой его регулировки, перегрузки по одному из продуктов.
Таким образом, определенный по значению Еpm и фракционному составу исходного угля фракционный состав продуктов обогащения может часто не соответствовать практическому, получаемому в процессе обогащения. Прямолинейная анаморфозная кривая, построенная по какому-либо значению Еpm определяет границы «теоретического» обогащения для данного аппарата. Фактически в продуктах обогащения могут присутствовать фракции плотностью более, чем 4 Еpm.
Другим недостатком метода оценки эффективности разделения по Еpm является следующий. Установлено, что для одного и того же обогатительного аппарата величина Еpm уменьшается при снижении плотности разделения. Это говорит о том, что результаты обогащения при разделении по низкой плотности должны быть лучше, чем при высокой. В действительности из практических данных следует, что результаты обогащения в аппарате при высокой плотности разделения более близки к теоретическим, чем при низкой.
Рассеяние фракций в аппарате всегда меньше при низких плотностях разделения, чем при более высоких. В то же время количество посторонних фракций в продуктах обогащения, полученных при высокой плотности разделения, даже при большем значении Еpm может быть меньшим, чем в случае низкой плотности разделения. Причиной этого является значительно меньшее содержание в исходном угле фракций повышенной плотности по сравнению с областью пониженной плотности. Следовательно, при одном и том же значении Еpm, т. е. при одинаковых числах разделения, содержание посторонних фракций в продуктах обогащения тем выше, чем выше их содержание в исходном угле. Это может быть при пониженной плотности разделения для одного и того же угля или при одинаковой плотности для того угля, где содержание смежных с плотностью разделения фракций выше.
Таким образом, по значениям Еpm можно оценить точность работы аппарата только величиной рассеяния или диапазоном посторонних фракций, попавших в продукты обогащения, но нельзя судить о качестве продуктов обогащения с точки зрения количества в них посторонних фракций. Последнее же не согласуется с изменением значений Еpm. Следует также иметь в виду, что этот способ определения показателей обогащения требует подробного фракционного состава продуктов обогащения.
1.5.4. Оценка эффективности энтропийным методом
Любая многокомпонентная смесь может быть охарактеризована степенью неопределенности. Возьмем, например, двухкомпонентную механическую смесь из черных зерен угля и белых зерен кварца. Точность предсказания результата извлечения какого-то числа зерен из этой смеси зависит от ее состава. Если бы исходный продукт состоял только из зерен черного цвета, то предсказание состава извлечения будет точным. В этом случае неопределенности системы нет (она равна нулю). По мере изменения состава смеси, например, уменьшения доли черных зерен до 50 % при соответственном увеличении белых, предсказать, какое зерно мы возьмем из смеси, будет труднее, т. е. неопределенность или неупорядоченность системы возрастает. Максимального значения неопределенность достигает в том случае, когда доли каждого компонента смеси равны.
Если процесс обогащения угля рассматривать как разделение смеси двух или более компонентов, то очевидно, что исходный уголь имеет свою степень неопределенности, а продукты обогащения – другую, значительно меньшую. Чем чище продукт, тем ближе неопределенность его к нулю.
Для количественной оценки неупорядоченности системы или смеси Укрнииуглеобогащение [79] предложено использовать функцию энтропии, так как из теории информации известно, что она лучше всего удовлетворяет условиям:
энтропия имеет максимальное значение при одинаковом участии компонентов в смеси и равна нулю, если смесь состоит из одного компонента;
энтропия смеси равна сумме энтропий каждой ее составной части.
В общем виде энтропия, являющаяся мерой неупорядоченности системы, выражается как

где п – число компонентов; Рi – доля i-го компонента.
При двухкомпонентной смеси энтропия

где Р1 и Р2 – доля первого и второго компонентов.
Логарифмы берутся при основании, равном 2, а единицу энтропии называют двоичной единицей, или бит.
При Р = 0 и Р = 1 Н → 0, а при Р1 = Р2 =1/2Н= Нmax=1 бит, т. е. равна одной единице неопределенности (энтропии).
Предложенная формула для определения энтропийной эффективности имеет вид

где γi – выхода продуктов; Hi – энтропия продуктов; Hи – энтропия исходного.
Эффективная энтропия выражается в долях единицы или процентах: ηэ= 0(0 %) при Hi = Hи т. е. разделения нет; ηэ =1(100 %) при Hi = 0 т. е. разделение идеальное.
Функции H=-Рlog2P и H=-Р1log2P1 +[(1- P1) log2(1- P1)] табулированы.
В общем виде порядок определения ηэ следующий:
– выбирается критерий разделения;
– определяются выхода продуктов обогащения;
– находятся по таблицам значения энтропии исходного материала и продуктов обогащения;
– определяется энтропийная эффективность по формуле (1.45).
Критерием разделения при оценке работы сепараторов с тяжелой суспензией, является плотность. Необходимыми данными для расчета являются выходы продуктов обогащения и содержание в них фракций выше и ниже плотности разделения.
Пример расчета коэффициента энтропийной эффективности
Даны результаты работы сепаратора СК-20 (табл. 1.33).
Принимая исходный за 1, выход концентрата γк=0,56 а породы γп=0,44.
Таблица 1.33
Результаты обогащения в сепараторе СК-20
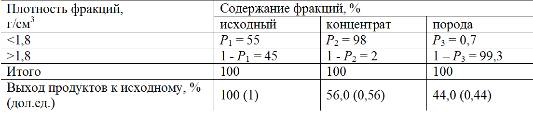
Энтропия исходного (i = 1) и продуктов (i = 2,3) обогащения находится с помощью таблиц как суммарная энтропия долей Рi – фракции <1,8 г/см3 и (1-Рi) – фракции >1,8 г/см3.

Анализ получаемых для различных условий обогащения значений ηэ показывает, что энтропийная эффективность в какой-то мере характеризует качество разделения в данном обогатительном аппарате.
При отсутствии изменений в качестве продуктов на входе и выходе процесса ηэ = 0, а при идеальном разделении ηэ = 1. Показатель ηэ корреспондируется со значениями Ерm или J, т. е. для угля, например, постоянного фракционного состава с повышением Ерm или J снижается ηэ. Показатель ηэ изменяется также при изменении плотности разделения. Это обстоятельство должно непременно учитываться, т. е. для расчета ηэ необходимо по кривым дисперсии определять фактическую плотность разделения. Между тем авторы [26] способа оценки по энтропии принимают плотность разделения во всех случаях постоянной – 1,5 и 1,8 г/см3. Таким образом, расчетные значения ηэ будут отличаться от тех, которые бы имели место при фактической плотности разделения.
Расчеты показывают также, что при постоянных значениях плотности разделения, Ерm или J коэффициент энтропийной эффективности увеличивается с повышением содержания смежных или промежуточных фракций, т. е. ηэ в отличие от Ерm зависит от обогатимости угля. Таким образом, сравнение эффективности обогащения в различных аппаратах по показателю ηэ можно производить только в случае постоянства качества исходного угля и режима разделения.
При определении энтропийной эффективности уголь рассматривается как двух- или трехкомпонентная смесь, что является упрощением, которое приводит к искажению значений ηэ. Так, например, если подсчитать значения энтропии для угля постоянного состава, разделенного на узкие и укрупненные фракции, то в каждом ηэ случае они существенно различаются. Энтропия укрупненных фракций всегда ниже суммы энтропий, подсчитанной для отдельных фракций, входящих в укрупненную, а ηэ – выше.
Кроме того, до сих пор не решена обратная задача – расчет ожидаемых показателей обогащения по заданному значению ηэ.
Таким образом, энтропийный метод оценки эффективности работы аппаратов в предложенном виде имеет ряд существенных недостатков и требует доработки.
Из изложенного следует, что каждый из рассмотренных методов оценки эффективности обогащения угля имеет определенные достоинства и недостатки.
Предпочтение следует отдать методу оценки по кривым разделения Тромпа – Терра, который достаточно хорошо обоснован, не зависит от обогатимости исходного угля и позволяет рассчитать ожидаемые качественно-количественные результаты обогащения.
Однако для практического применения на производстве удобнее пользоваться методом нормированных засорений продуктов обогащения.
Глава 2. Обогащение крупного угля в сепараторах с магнетитовой суспензией
2.1. Тяжелосредные сепараторы
2.1.1. Принцип действия и элементы теоретических основ обогащения в тяжелосредных сепараторах
Разделение угля по плотности в сепараторах с тяжелой средой происходит под действием гравитационных сил и сил сопротивления среды. Условия разделения частиц обогащаемого угля в тяжелой среде определяются соотношением сил, действующих на частицу: силы тяжести Fg, подъемной (архимедовой) силы FA, силы сопротивления среды и сил механического взаимодействия частиц при их соприкосновении. Равнодействующая G сил, действующих на частицу в неподвижной среде:

С учетом того, что Fg =Vδчg и FА =Vδсg где V – объем частицы; δчи δс – плотность частицы и среды; g – ускорение свободного падения, получим

Возможны три условия разделения частиц: δч>δс; δч<δс; и δч = δс. В первом случае G>0 и частица тонет, во втором G<0 и частица всплывает, в третьем G=0 частица находится во взвешенном состоянии.
Сопротивления, действующие на частицу, подразделяют на: сопротивление, обусловленное внутренним трением или вязкостью среды, и динамическое сопротивление. В зависимости от размеров частиц, движущихся в тяжелой среде, преобладает сопротивление того или иного вида. При движении крупных частиц (например, размером более 6 мм), на них действует главным образом сила динамического сопротивления среды, для мелких частиц, наоборот, преобладает сопротивление, обусловленное вязкостью среды. Сопротивление среды зависит от размеров и формы частиц, плотности и вязкости среды. Чем больше размеры частиц и чем меньше вязкость среды, тем относительно меньшее сопротивление испытывает частица. Подвижность частиц в тяжелой среде зависит от их размера и разницы в плотностях частиц и тяжелой среды. Чем больше размер частиц и больше разница между плотностями частиц и тяжелой среды, тем быстрее происходит разделение. Частицы, плотность которых близка к плотности тяжелой среды, разделяются медленно. Движущиеся в суспензии частицы вытесняют соответствующий объем суспензии, т. е. воды вместе с частицами утяжелителя.
Если зерна обогащаемого материала близки по крупности к частицам утяжелителя, то они могут вытеснять только воду и вести себя как взвешенные частицы утяжелителя. Эффективность обогащения гравитационными методами повышается с увеличением разности скоростей падения разделяемых зерен. С уменьшением размеров зерен снижается разность скоростей их падения и резко возрастает время, необходимое для их разделения.
Тяжелосредное обогащение крупного машинного класса (разделение по плотности на легкую и тяжелую фракции) производится в ванне колесного сепаратора, заполненной минеральной суспензией (рис. 2.1).
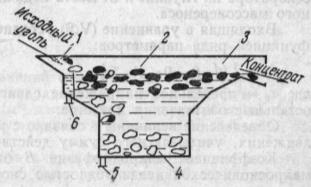
Рис. 2.1. Принципиальная схема тяжелосредного колесного сепаратора:
1 – загрузочная часть ванны; 2 – проточная часть ванны; 3 – разгрузочная часть ванны для легких фракций; 4 – разгрузочная часть ванны для тяжелых фракций; 5, 6 – подача вертикального и горизонтального потоков суспензии
Суспензия в колесный сепаратор поступает обычно двумя потоками – транспортным (горизонтальным) и восходящим (вертикальным).
Вероятностный подход к механизму разделения материала по плотности в тяжелосредных гравитационных сепараторах позволяет с достаточной полнотой раскрыть физическую сущность этого процесса.
Перемещение зерен обогащаемого материала происходит под действием: силы тяжести (веса зерна)

подъемной силы (архимедовой)

силы гидродинамического сопротивления среды
– при ламинарном движении (вязкостное сопротивление)

– при турбулентном движении (профильное сопротивление)

силы турбулентного давления

силы диффузного массопереноса

где d – размер частицы обогащаемого материала, м; δч, δс – плотность зерна и среды (суспензии), кг/м3; g – ускорение свободного падения, м/с2; μ – динамическая вязкость среды, Па·с; ν‾ – усредненная скорость движения зерна, м/с; ψ – безразмерный коэффициент сопротивления, являющийся функцией критерия Re; ψт – безразмерный коэффициент сопротивления, входящий в уравнение силы турбулентного давления; v (t) – мгновенная скорость движения зерна, м/с; ν‾c, νc.max, νc.min – скорость потока суспензии, соответственно, усредненная, максимальная и минимальная, м/с; L – характерный размер вихря (L = dmax); K – коэффициент в уравнении турбулентной вязкости (K ≈ 1); hmax – максимальный размер стационарного вихря, м.
При перемещении зерна в среде, находящейся в покое или движущейся равномерно без ускорения, т. е. при отсутствии силы инерции Fи=(πd3δс/6)[d(ν- νc)dt] имеет место равенство разности сил тяжести и подъемной силы и сил гидродинамического сопротивления среды. В этом случае из уравнений (2.4) – (2.8) получают известные формулы конечной скорости свободного падения зерна:
для ламинарного режима

для турбулентного режима

Однако такое приближенное рассмотрение не раскрывает механизма разделения зерен и причин взаимного засорения продуктов обогащения. Более реальная картина может быть получена только при учете сил турбулентного перемешивания.
О.Н. Тихонов показал, что эффективность разделения, которую можно характеризовать средним вероятным отклонением Еpm, функционально зависит от отношения усредненной скорости зерна к коэффициенту микродиффузии (ν‾/B) входящего в вероятностное уравнение типа Фоккера-Планка:

где W – вероятность перехода зерна через границу, расположенную в ванне сепаратора на глубине h от места подачи питания; B – коэффициент диффузионного массопереноса.
Входящая в уравнение (2.11) усредненная скорость движения зерна является функцией ряда параметров:

где τ0 – предельное напряжение сдвига вязко-пластичной среды (суспензии); остальные обозначения прежние.
Определение величины ν‾ связано с решением дифференциального уравнения движения, учитывающего сумму действующих сил.
Коэффициент макродиффузии В определяется действием двух факторов: макроскопической неоднородностью скорости потока (градиент горизонтальной составляющей скорости по глубине потока в проточной части ванны сепаратора) В1 и турбулизацией суспензии при движении крупных зерен обогащаемого материала В2. Очевидно, что эти факторы действуют независимо друг от друга и что полный коэффициент диффузионного массопереноса