Полная версия
Все для фронта? Как на самом деле ковалась победа
Ежегодно увольнялись треть рабочих
Текучесть кадров на советских заводах была просто невероятной. Скажем, на заводе № 92 в 1937 г. она составляла 35,3 % от списочного состава рабочих, а в 1938-м – 34,5 %. То есть за год стабильно обновлялась треть рабочих! Всего в течение 1938 г. на завод были приняты 9242 человека, а уволены 3730 человек, из которых 1662 – по собственному желанию. Ощущалась сильная нехватка ИТР, особенно технологов и литейщиков. Основными мотивами увольнения «по собственному желанию» являлись низкая зарплата и плохие жилищные условия. К началу 1939 г. контингент рабочих по сравнению с 1937 г. обновился на 60 %.[75]
По-прежнему возникали большие трудности с планированием. Составлялись даже ежедневные планы для цехов, отделений и участков, однако обеспечить фактическое выполнение планирования, рассчитать загрузку всех станков и агрегатов было очень сложно. Учитывая, что некоторые цеха постоянно выдавали детали с опозданием или неравномерно, то есть в конце месяца, что все время держало завод, особенно сборочный цех, в напряжении, в 1939 г. было введено планирование с опережением. Например, в февральский план заготовительных и механических цехов включались детали, которые подлежали поставке в следующие цеха только в марте.
С целью облегчить планирование и управление проводились меры по разукрупнению производства. Крупные цеха разделялись на более мелкие, например из механического цеха № 2 был выделен самостоятельный механический цех № 18. Из механического цеха № 1 выделили самостоятельный цех № 13, специализирующийся на обработке командных деталей лафета. Были разукрупнены бригады, а в цехах увеличилось количество отделений, в частности были организованы три дополнительных заточных отделения.
Еще 400 деталей подлежали переводу на холодную штамповку. С февраля нормы времени на обработку были увеличены в среднем на 21 % (по другим данным – на 24 %), а, например, на обточку цилиндров № 06–71 и 06–75 системы Ф-22 – на 60 %.
В течение 1940 г. производственные возможности завода значительно возросли за счет установки в литейном цехе трехмодульного крана, трех дополнительных разливных ковшей, увеличения нагрузки печей до 40–45 тонн, монтажа дополнительной вентиляции для принудительного дутья и т. д. В фасонной мастерской все детали перевели на машинную формовку. В кузнечно-прессовом цехе построили колодец для подогрева и охлаждения средней поковки, установили два штамповальных молота. Началась срочная комплексная реконструкция термического цеха, из литейного был выделен мартеновский цех. Началось строительство обдирочного и пружинного цехов. В целях экономии дорогостоящих сортов металла ряд деталей орудия Ф-22УСВ и гаубицы М-30 переводился на пластмассу и сталь.
В 1939–1940 гг., несмотря на постоянные усилия, руководству завода и начальникам цехов так и не удавалось навести порядок в сфере учета рабочего времени и оформления нарядов. Многие мастера, невзирая на многочисленные взыскания, халатно относились к данным вопросам, что создавало путаницу и вело к перерасходу зарплаты. Например, в ходе проверки в январе 1939 г. выяснилось, что мастер Гордеев и нормировщик Молодовский в механическом цехе № 2 подписывали рабочие наряды, во много раз завышая количество изготовленных деталей. По наряду № 462 были приняты 40 деталей, а вписаны 140, по наряду № 158 приняли две детали, а вписали аж 24.[76]
Одной из основных причин постоянного брака являлось несвоевременное изменение рабочих чертежей. Например, для детали № 67-2 чертеж был изменен, но кузнечно-прессовый цех его не получил. В результате штамповка делалась по одному чертежу, а механическая обработка – по другому.[77]
Причиной брака могло быть перепутывание сортов стали, например, в мае 1940 г. пять труб пушки Ф-22УСВ были отлиты из стали марки ОХМ вместо ОХН-3-М, а лейнер 76-К – из ОХ вместо ОХН-3-М. Часто брак выявлялся на этапе сборки или вообще на стрельбах. После этого трудно было классифицировать его и определить цех-виновник. Как правило, это был «завод в целом».
На заседании хозяйственного актива также вскрылись факты, что верхние станки, боевые оси и коробки Ф-22, сделанные с отступлениями от технологии, все равно принимались как годные. После этого был проведен ряд новых мероприятий по борьбе с браком: усилен технологический контроль, проверена работа цеховых ОТК. Некоторые особо важные детали закрепляли за конкретным мастером. Так, деталь № 59–81 шла с браком 30 %, а когда ее прикрепили к мастеру, то брак снизился до 10–15 %.
Данные механических испытаний за 1939–1940 гг. свидетельствуют о некотором снижении брака. Например, в партии из 198 труб Ф-22 нормально выдержали необходимые нагрузки 138, а не выдержали 60 (30 %).[78] Но и это было много. К тому же нередко случались и полные провалы. Так, 10 марта из 68 стволов зениток 52-К механические испытания выдержали только 19 штук. Причем в плавке № 20049 все 17 стволов ушли в брак. Причиной было признано нарушение калильщиками режима обработки.
Часто ОТК пропускал в дальнейшую обработку детали, изготовленные с явным отступлением от чертежа. Так, 22 мая контролеры цехов № 2 и 3 приняли как годную, 71 бракованную, имевшую трещины деталь пушки 61-К. Кроме того, отдел халатно относился к приемке поступающих материалов, пропуская в производство некачественный металл. 11 июля 1940 г. в приказе директора Еляна отмечалась «плохая работа ОТК, отсутствие анализа причин брака, сокрытие конкретных виновников».[79]
Однако несмотря на все вышеперечисленные факты, качество продукции завода № 92, по сравнению с другими заводами отрасли, стояло на более высоком уровне. Об этом свидетельствует приказ № 245 НКВ от 19 августа 1940 г. В нем констатировалось неудовлетворительное состояние качества выпускаемой продукции на ряде предприятий (заводы № 314, 235, 371 и 71), большие проблемы в технологической дисциплине на нескольких заводах, а по Горьковскому заводу отмечен только «бесконтрольный расход режущего инструмента в огромных количествах».[80]
Были на заводе и примеры высококачественной работы. Например, в одном из приказов директора был отмечен бригадир кузнечно-прессового цеха Мединов, который проработал в должности полтора года, не имея ни одного случая брака.
Таким образом, несмотря на постоянную борьбу за качество и многочисленные изменения структуры органов, отвечающих за нее, уровень брака на заводе, хотя и снизился по сравнению с запредельным уровнем 1933–1936 гг., еще оставался очень высоким. Это объясняется большим количеством объективных и субъективных факторов, оказывавших влияние на производство, особенно на конкретном участке и станке. Для их выявления, анализа и профилактики требовался слишком широкий спектр мероприятий, неосуществимый в условиях постоянного недовыполнения плана, многочисленных изменений технологий и чертежей.
Завод, несмотря на отчаянные усилия отдела снабжения, продолжали лихорадить и перебои с поставками. В июле 1939 г. создалась настолько кризисная ситуация, что пришлось командировать товароведа Фролова в Москву «для розыска, получения цветного металла и доставки его на завод на автомашине».[81]
Металлургическая часть производства требовала постоянного внимания со стороны руководства завода. Перерасход металла, изменения технологии литья, поставки некачественного сырья постоянно осложняли работу литейного цеха. В целях повышения качества продукции и ликвидации выпуска некондиционной стали в августе 1940 г. даже началось создание экспресс-лаборатории для дополнительного скоростного анализа поступающего металла на процент содержания кремния.
В конце 1940 г., благодаря большим усилиям по вербовке рабочей силы, проблема нехватки кадров на заводе № 92 была наконец преодолена. В приказе НКВ от 30 ноября отмечался даже избыток рабочей силы в размере до 4,5 %. В целях оптимизации финансового положения завода руководство пошло на сокращение некоторых вспомогательных штатов, были отменены прогрессивная сдельщина (за исключением физически тяжелых работ) и ряд премий.
С 27 июля 1940 г. завод № 92, как и другие предприятия военной промышленности, перешел на круглосуточную работу. Это изменение, нацеленное на экстенсификацию труда за счет круглосуточного использования оборудования и площадей, позволило увеличить производительность труда. Во многом благодаря этому завод смог за короткие сроки выпустить 500 гаубиц М-30.
Надо отметить, что состояние военной промышленности в 1940 г. по-прежнему оценивалось руководством страны как неудовлетворительное. Так, в приказе наркома Израиля Кагановича «О состоянии государственной дисциплины в системе НКВ» говорилось следующее: «Расхлябанность и пренебрежительное отношение к заводу, нарушение финансовой и плановой дисциплины, погоня за показными цифрами выполнения плана при недовыполненных плановых заданиях по номенклатуре, нарушение технической дисциплины, укрывательство бракоделов». В качестве очередного примера приводилась деятельность завода № 71. Там грубо нарушили технологию производства пружин, что привело к трудностям на многих предприятиях и полному краху программы производства на заводе № 8 в городе Подлипки.
Приказом НКВ СССР № 40 от 1 февраля 1941 г. была введена прогрессивно-сдельная оплата труда рабочих-сдельщиков только на основных участках производства. Все остальные виды сдельщины были запрещены. Данная форма просуществовала до начала войны.
В мае 1941 г. в срочном порядке разворачивается программа по расширению производственных площадей завода № 92. Планируется строительство новых горячих и механических цехов, дополнительного жилого сектора в районе Московского шоссе. В целях скоростного освоения технологии новых артиллерийских систем, укрепления технологической дисциплины в основных цехах создаются секторы по освоению технологии при отделе главного конструктора, а также бюро стандартизации и нормализации во главе с В. Г. Грабиным. Однако последующие события свели на нет все эти благие начинания.
Десять лет работы завода стали сплошным приключением. Несколько раз сменявшемуся руководству предприятия и начальникам цехов приходилось решать сложнейшие задачи по организации производственного процесса и его оптимизации. При этом были достигнуты некоторые успехи: сократился производственный цикл, ликвидирован дефицит рабочей силы, значительно расширены производственные площади, возросла механизация производства. Однако основные недостатки в работе завода до июня 1941 г. устранить так и не удалось. Сохранилась общая несбалансированность, выражавшаяся в наличии большого количества сверхурочных работ на одних участках и простоях на других, неравномерной работе в течение месяца, квартала и года. Так и не удалось внедрить универсальную систему нормирования и премирования, сохранился беспорядок в размещении оборудования, работе складов и т. д.
Еще 21 февраля 1941 г. на заводе был изготовлен опытный образец 57-мм противотанкового орудия Ф-31, позднее переименованного в ЗИС-2. По состоянию на 12 марта механические цеха № 2 и 18 освоили соответственно 32 % и 42 % операций по пушке Ф-34. Однако по цеху № 2 до сих пор отсутствовало оснащение инструментом на 300(!) операций. Потребовался срочный комплексный ремонт оборудования в инструментальном цехе, особенно насосов, шлифовальных машин, магнитных плит.
По приказу НКВ от 7 июня 1941 г. завод № 92 начал осваивать валовой выпуск орудия ЗИС-6 – 107-мм пушки для тяжелого танка. При этом снова применялись так называемые «скоростные методы», куда ж без них: передача горячих слитков, совмещение охлаждения с отжигом. Был даже разработан проект перевозки горячих слитков по заводу на специальном «термическом вагоне».[82] Опытный образец этого орудия был изготовлен на заводе еще 13 мая, однако в серию оно затем так и не пошло.
В это же время успешно прошли полигонные испытания системы ЗИС-2, ЗИС-4 и ЗИС-7 (76-мм пушка для вооружения дотов). Но начавшаяся война внесла сильные коррективы и в эти планы.
Из-за многочисленных трудностей, воздействия ряда объективных и субъективных факторов к началу войны так и не удалось преодолеть отсутствие ритмичности, сбалансированности в работе цехов и отделений. Уровень качества готовой продукции остался на довольно низком уровне, а, следовательно, и себестоимость изделий оставалась очень высокой.
Тем не менее работа в жестких условиях плановой экономики 30-х годов при нехватке оборудования, площадей, низкой квалификации рабочей силы позволила руководству завода приобрести опыт, реализованный впоследствии в годы войны, когда предприятие стало крупнейшим поставщиком орудий для Красной Армии.
В первой половине 1941 г. Грабин, буквально заваливший опытный цех своими многочисленными разработками, закончил конструирование еще одного «чудо-орудия». Путем наложения 76-мм ствола на лафет 57-мм противотанковой пушки, он сделал новую дивизионную пушку ЗИС-3 «Зося». В конце июля 1941 г. она была отправлена в Москву, но никакого впечатления на военных, естественно, не произвела.
На то имелись две веские причины. Во-первых, ЗИС-3 была ничем не лучше уже имеющейся Ф-22УСВ, выпуск которой освоили с таким трудом. Во-вторых, наличие дульного тормоза в противотанковой пушке считалось недопустимым, так как при выстреле он демаскировал орудие. Да и дальность выстрела прямой наводкой, составлявшая менее 1000 метров, военных не удовлетворила. К тому же за 30-е годы у военных специалистов, натерпевшихся от грабинского КБ, сложилось предвзятое отношение ко всем его пушкам. В итоге в заключении ГАУ говорилось: «Работы по доводке ЗИС-3 прекратить».[83]
В это же время Грабин потерпел еще одно поражение. В июне завод № 92 из-за сплошного брака стволов вынужден был приостановить производство орудия ИС-2. Дело в том, что его длинная и тонкая труба оказалась слишком сложна в производстве. Все это вполне могло стать началом заката карьеры «великого артиллериста». Но начавшаяся война, мгновенно изменившая судьбы миллионов людей, оказалась Грабину на руку. В соответствии с мобилизационным заданием завод № 92 возобновил выпуск пушек Ф-22УСВ. Позднее к их выпуску подключился и завод № 221 «Баррикады».
23 июля вновь пошла в производство и ЗИС-2, поскольку других все равно не было. Однако из-за дороговизны выпуск шел медленно, в то время как потери на фронте возрастали. В октябре в армию из мобилизационного запаса пришлось отправить большое число старых пушек образцов 1902 г., 1930 г. и 1933 г. В связи с кризисным положением на фронте в ход шло все, что стреляло.
Советские заводы спешно разворачивали производство танков и грузовиков упрощенного типа. Вот тут то и сказались преимущества ЗИС-3 – простота и малая стоимость. 17 сентября нарком вооружений Дмитрий Устинов подписал распоряжение об изготовлении батареи таких орудий для войсковых испытаний, а затем 5 декабря Госкомитет обороны приказал остановить производство 57-мм противотанковых орудий и перейти на выпуск 76-мм пушек.
Первые серийные ЗИС-3 фактически представляли собой ЗИС-2, для которых не было годных 57-мм стволов. Вместо них ставились стволы от Ф-22УСВ с дульным тормозом. Орудия поступили на фронт в конце 1941 г.[84] И только потом Грабин сумел убедить Сталина разрешить-таки производство ранее завернутой военными ЗИС-3. Так появился привычный вариант этой пушки.
Вопреки распространенному мнению, орудие ЗИС-3 отнюдь не являлось «шедевром в проектировании артиллерийских систем», а, наоборот, уступало по тактико-техническим характеристикам даже своим предшественницам.[85] Да и внешний вид у нее был довольно неказистый. Но война есть война, времени на поиски и эксперименты больше не было. Да и альтернативы у пушки ЗИС-3, «благодаря» бурной деятельности товарища Грабина, у страны не было.
Но главный итог деятельности артиллерийских заводов СССР в 30-е годы состоял в том, что в 1941 г. Красная Армия осталась без полноценных противотанковых орудий. Бронебойный снаряд 45-мм пушки 53-К весил всего 1,4 кг. Поэтому броню он пробивал только при качественном изготовлении, чего и в помине не было. Что касается 76-мм пушек, которые практически монополизировало КБ Грабина, то ни одну из них нельзя в полной мере назвать противотанковой.
В 1942–1944 гг. артиллерийский завод № 92, являвшийся основным поставщиком дивизионной артиллерии для РККА, сумел во много раз увеличить выпуск пушек по сравнению с довоенным.

76-мм дивизионная пушка ЗИС-3, прозванная в армии «Зосей» (фото сделано в конце войны)
Как такое получилось? Причин тут, помимо трудовых подвигов, несколько. Во-первых, огромное предприятие, пытаясь внедрить «гениальные творения» Грабина, очень мало производило в 30-е годы. Во-вторых, производство 76-мм орудий было поставлено на конвейер за счет упрощения сборки и удешевления деталей. На первый взгляд это кажется большим достижением. Но какой ценой далось это «упрощение»?
Сначала отказались от ковки в пользу машинной формовки, или, проще говоря, штамповки. Это дало экономию металла, но зато уменьшился вес орудия и прочность деталей. Уменьшение массы для пушки вовсе не так уж хорошо, как это описывал в своих воспоминаниях Грабин. Дело в том, что вес в значительной степени обеспечивает устойчивость при стрельбе и частично гасит энергию отдачи. «Облегченная» же ЗИС-3 при каждом выстреле скакала и подпрыгивала, за что и получила в войсках довольно похабное прозвище. Освоение заводом тонкостенного литья экономило металл, но понижало прочность деталей, в частности люльки.
Кожух орудия так же стал изготавливаться методом штамповки. Это сократило механическую обработку детали с 30 часов до 30 минут. Аналогичным образом на литье вместо клепки и сварки были переведены верхний станок, лобовая коробка, цапфенные обоймы и др. Верхний станок состоял из 124 сварных и клепанных деталей, а его взяли и заменили на одну литую деталь.[86]
Прославился своими «изобретениями» и кузнечно-прессовый цех. Согласно чертежу и технологии, цилиндры противооткатных устройств следовало изготавливать из бесшовных труб, вместо этого их стали делать из поковок. При этом 85 % металла шло в отходы и стружку.[87]
Примерно то же самое происходило и с танковой пушкой Ф-34. Если по проектной документации она собиралась из 801 детали, то после «доработки» их число сократилось до 614, то есть почти две сотни деталей, заложенных конструктором, оказались «лишними». Одновременно с этим количество деталей, изготовляемых из легированных, высокопрочных сталей, сократилось с 128 до 78, деталей из цветных металлов – с 61 до 31, расход черного металл уменьшился на 700 кг.[88]
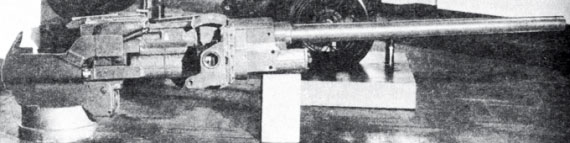
76-мм танковая пушка Ф-34
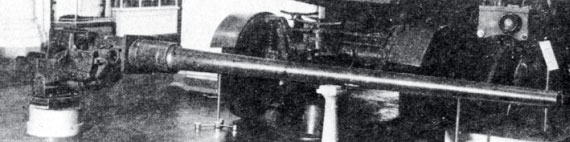
85-мм танковая пушка ЗИС-С-53
Все это не могло не сказаться на качестве орудий, и у военной приемки возникало все больше вопросов и претензий к заводу. По мнению же производителей, военпреды «подходили к приемке продукции с довоенными взглядами, не делая скидки на военное время». То есть война, мол, все спишет, в том числе и брак.
Возник конфликт между руководством завода № 92 и военным представительством. Тогда директор Елян, в свойственной ему манере, обратился напрямую к своему родственнику – главе НКВД и члену ГКО Л. П. Берии. В итоге – неслыханный факт – военпреды были совсем отозваны с предприятия![89] И длительное время крупнейшее предприятие отрасли отправляло на фронт пушки, полагаясь только на свою совесть.
К чему это привело, ясно из секретной переписки между наркоматом танковой промышленности и заводами-производителями в марте 1942 г.: «В последнее время из воинских частей участились жалобы на некомплектные поставки танков в танковые войска. На многих машинах не хватает фар, других электроприборов, некоторых рукояток, пушки Ф-34 тоже поставляются некомплектно. А в феврале вообще имел место вопиющий факт установки на целой серии под видом орудия фактически обычной трубы без нарезки, совершенно негодной для стрельбы».[90] А основным поставщиком танковых пушек Ф-34 был как раз еляновский завод № 92. Однако, вероятно, благодаря своим связям и родству с Берией директор не понес никакого наказания. Позднее, в конце 42-го года, военная приемка на заводе была все же восстановлена, но со значительно урезанными правами.
Завод и в последующие годы широко практиковал «модернизацию» как способ сэкономить металл. Получалось, что конструктор закладывал в орудие одни характеристики, а заводы-производители самовольно изменяли их.
Так получилось и с новой 85-мм танковой пушкой ЗИС-С-53. Согласно чертежу, моноблок орудия требовалось изготовлять из стали категории 0-70. Однако главный металлург завода № 92 М. М. Струсельба решил, что «при строгом соблюдении режимов выплавки стали, ковки и термообработки» подойдет и более дешевая категория стали 0-65. И Елян это решение утвердил.
Но проблема состояла в том, что как раз строгого «соблюдения режимов» в условиях постоянного аврала и штурмовщины добиться было просто нереально. Поэтому на готовых стволах стали обнаруживаться флокены – внутренние пороки металла в виде небольших трещин. Брак принял массовый характер, охватывая целые плавки и партии.[91] В итоге проблему удалось все же решить, но Т-34 с 85-мм пушкой появились на фронте только осенью 1944 г., а массово применяться они стали и вовсе в 1945 г., то есть в самом конце войны.
Довольно широкое распространение получило мнение, что завод № 92 выпустил за годы войны якобы сто тысяч пушек ЗИС-3. Но на самом деле эта цифра далека от истины. В 1941 г. в армию отправились только 50 «Зось», в 1942 г. – 10 139, в следующие два года – соответственно 12 268 и 13 215, и с 1 января по 1 июня 1945 г. – еще 6150. Итого завод выпустил в общей сложности 41 822 орудия. Еще 6504 ЗИС-3 сдал армии артиллерийский завод № 235.[92]
Глава 3
Нелегкие жизнь и быт советских рабочих
Одна рукавица на троих
Условия работы на заводе № 92 в Горьком были исключительно тяжелыми, особенно в первые годы. Завод был сдан в эксплуатацию недостроенным, с множеством временных сооружений, недостаточным инженерным оснащением. Отсутствовали многие системы жизнеобеспечения. В целях экономии топлива, подача отопления в цеха и другие помещения была строго лимитирована. Например, в феврале 1932 г. максимальная температура в цехах устанавливалась +8 °C, а в служебных помещениях она была не выше +12 °C. Причем отопление подавалось только с 06.00 до 08.00 и с 12.00 до 13.00. Использование же электронагревательных приборов строго запрещалось.
Как и на других предприятиях ВПК, на машзаводе процветало устройство всевозможных «временных» энергоустановок и проводки, что часто приводило к несчастным случаям и авариям. Акты о приемке новых сооружений свидетельствуют о том, что почти все новое оборудование: краны, котлы, печи, находились в неисправном состоянии и имели массовые дефекты, но все же допускались к эксплуатации. На вновь установленных станках обнаруживались трещины на валах, неправильно сделанная проводка и так далее.[93] Естественно, это приводило к авариям и гибели рабочих. Так, 11 апреля 1932 г. в кузнечно-прессовом цехе возник пожар у печи № 9, пострадали несколько человек. 14 апреля в том же цеху из-за отказа тормозов сошел с рельсов и опрокинулся 25-тонный мостовой кран.
Акт об осмотре столярной мастерской в апреле 1934 г. свидетельствует о том, что «здание к работе не пригодно, фермы крыши прогнулись и укреплены подпорками, более 70 % крыши протекает, пол сгнил».[94] В литейном цехе дымоходы имели трещины, в цехах протекала крыша, водой даже заливало электромоторы. Вращающиеся части станков и маховики не были ограждены, наждачные круги не имели защитных стекол, вентили пропускали пар. У кузнечных горнов не было зонтов для отсасывания вредных газов, не хватало рукавиц для горячих и холодных работ. А иногда рабочим и вовсе выдавалась одна рукавица на троих![95] В световых фонарях и окнах многие стекла были побиты и годами не вставлялись, рабочие места плохо освещались. Как выяснилось, причиной «битых стекол» была плохая вентиляция. В летние месяцы воздух внутри цеха так нагревался, что рабочие вынуждены были просто разбивать стекла. К началу же зимнего сезона их никто не вставлял.
Проведенное в декабре 1935 г. плановое обследование мостовых кранов на заводе № 92 показало, что все они находились «в безобразном состоянии». В частности, на 10-тонном кране сгорел магнитный тормоз, и кран работал без него, у роликовых токоприемников пальцы выехали и выпали, а троллеи сорваны с подвесок.
Часто происходили несчастные случаи. 21 марта 1935 г. в литейном цехе упавшей изложницей была задавлена работница погрузочного цеха П. М. Винехина.[96] По данным статистических материалов цехов, в 1934 г. имели место 632 производственные травмы и 7024 человеко-дней утраты трудоспособности по причине травм, а в 1935 г. соответственно – 640 случаев травматизма и 8200 человеко-дней утраты трудоспособности. Наибольший уровень производственного травматизма наблюдался в кузнечно-прессовом цехе – 210 случаев в год.[97] Основными причинами травм являлись: