полная версия
полная версияТехнический углерод. Процессы и аппараты. Дополнительные материалы
Таким образом, во избежание вывода из строя дорогостоящего оборудования и обеспечения подогрева воздуха в пределах 750–830°С. необходимо соблюдать следующие условия:
1. Обеспечить достоверный контроль температуры углеродогазовой смеси перед высокотемпературными воздухоподогревателями ВПВ–235(250) с использованием двух термопар, расположенных на одном уровне диаметрально по отношению друг к другу(Т1). При расхождении в показаниях термопар срочно организовать их проверку. Необходимо проверить, все ли водяные форсунки в зоне закалки находятся в работе.
2. Обеспечить периодический контроль температуры газов после
воздухоподогревателей (Т2).
3. Осуществлять продувку воздухоподогревателя ВПВ–235(250) при повышении температуры газов после него (Т2) более 750°С., а также при понижении конечной температуры подогрева воздуха (Т6) менее 760°С.
4. Контролировать разницу между температурой углеродогазовой смеси перед воздухоподогревателем ВПВ–235 (Т1) и конечной температурой подогрева воздуха (Т6). При разнице этих температур менее 105°С. информировать об этом руководство цеха. При уменьшении разницы этих температур до 100°С. (например, температура газов перед ВПВ–235 составляет 930°С., а конечная температура воздуха равна 830°С.) реактор нужно останавливать для проверки воздухоподогревателя.
5. При любом переводе реактора на режим полного горения необходимо продуть систему подогрева, увеличив количество воздуха, подаваемого в реактор.
2.4. Конструктивные недостатки воздухоподогревателей, применяемых в промышленности технического углерода.
2.4.1. Начать следует с воздухоподогревателя предварительного подогрева воздуха ПВ–74. Как уже отмечалось ранее, /2.7.1./ первоначально на корпусе подогревателя предусматривалась установка двухлинзового компенсатора. Однако в связи с увеличением диаметра труб подогревателя значительно возрастает напряжение сжатия труб при нагревании, что снижает надёжность подогревателя при резких изменениях температуры углеродогазовой смеси. Поэтому в конструкцию подогревателя были внесены изменения, и двухлинзовый компенсатор был заменён трёхлинзовым. Напряжение сжатия возрастает и от массы труб, то есть, чем больше толщина труб, тем больше вероятность вырывания отдельных труб из верхней трубной решётки /2.3.5./. Это происходит при резком изменении температуры углеродогазовой смеси (при аварийных ситуациях и нарушениях инструкций по пуску и остановке реакторов.). В подогревателе ПВ–74 применены трубы 76×5, что приводит не только к ухудшению условий эксплуатации подогревателя, но и увеличивает массу подогревателя на 140кг по сравнению с применением труб 76×4 и на 210кг в случае использования труб 76×3,5, то есть на 7–10%. Тем не менее, эти подогреватели представляли собой необходимый элемент системы подогрева воздуха и совместно с подогревателем ВПВ–235 обеспечили нагрев воздуха, подаваемого в реактор, до 750–820°С. Необходимо отметить, что толщина труб выбиралась разработчиками конструкции подогревателя с учётом применения на заводе устаревшего сварочного оборудования при изготовлении подогревателей. Подогреватели ПВ–74 давно уже себя окупили и в настоящее время для дальнейшего повышения температуры воздуха, подаваемого в реакторы, требуются подогреватели предварительного подогрева с большей поверхностью нагрева, большим диаметром труб и, желательно, с применением индивидуальных компенсаторов для каждой трубы. Необходимо отметить, что увеличение диаметра труб подогревателя не обязательно приводит к увеличению их массы. Так, труба 89×4 имеет массу даже несколько меньше, чем труба 76×5. Поэтому для подогревателя предварительного подогрева воздуха целесообразно применить трубы 89×4 с внутренним диаметром 81мм, как это распространено при изготовлении подогревателей для промышленности технического углерода за рубежом/2.7.1./стр.77. Диаметр подогревателя не должен быть менее 1200мм.
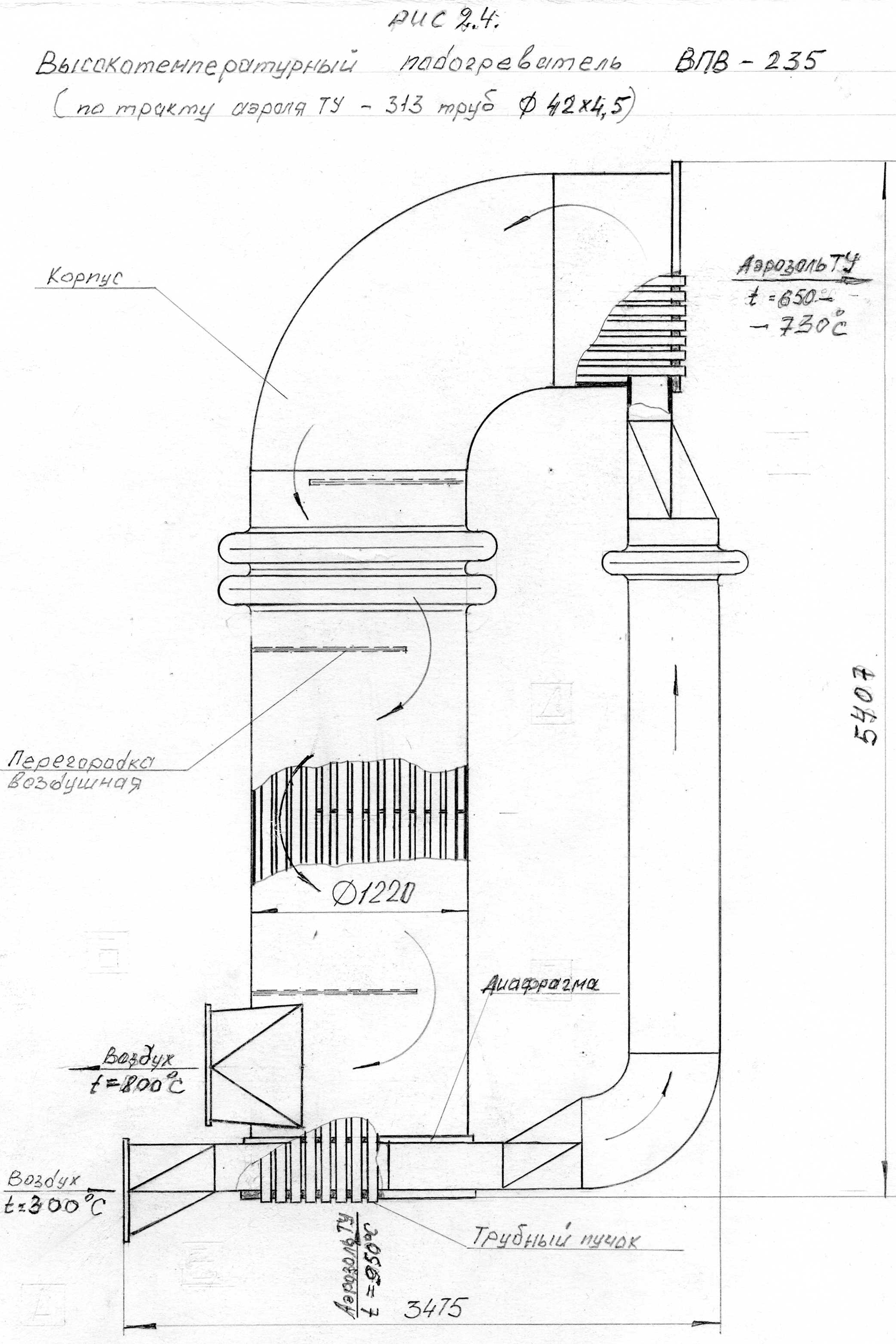
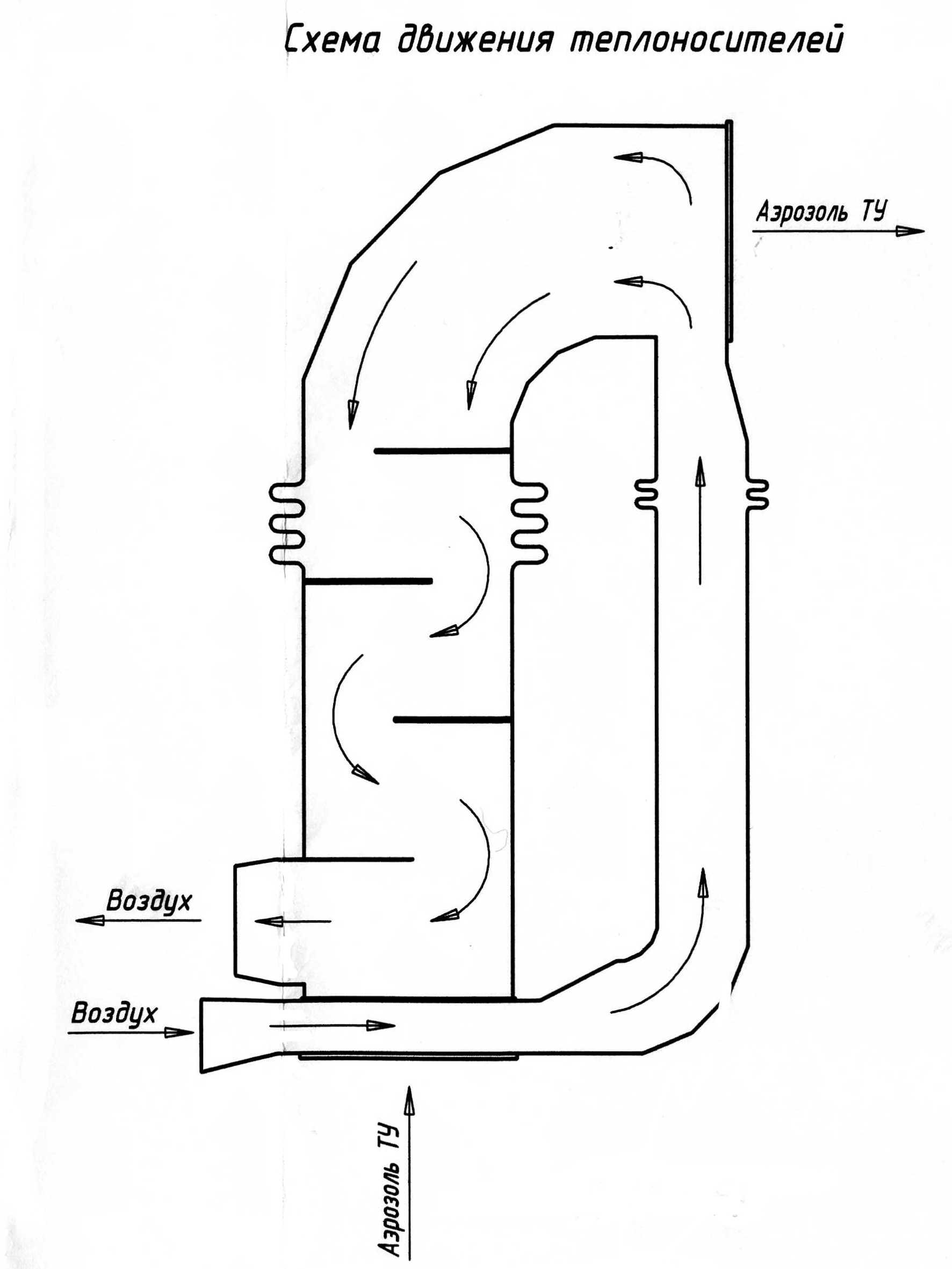
2.4.2. Воздухоподогреватель ВПВ–235 – основной подогреватель в системе подогрева воздуха, подаваемого в реакторы для получения протекторных марок техуглерода. На рис. 2.4. показана схема высокотемпературного подогревателя ВПВ–235. Воздухоподогреватель ВПВ–235 состоит из корпуса, трубного пучка, перегородок, направляющих поток воздуха, входного и выходного воздушных патрубков прямоточной и противоточной секций, соединённых трубопроводом. Прямоточная и противоточная секции разделяются диафрагмой, препятствующей перетоку воздуха из прямоточной секции в противоточную во избежание понижения конечной температуры воздуха. Воздух, нагретый до 250–350°С. в подогревателе ПВ–74, направляется в прямоточную секцию воздухоподогревателя ВПВ–235, дополнительно нагревается до 350–400°С. и по соединительному трубопроводу поступает в противоточную секцию подогревателя, где нагревается до 750–820°С. Схема движения теплоносителей показана на Рис. 2.5. Более подробная информация о нагреве воздуха в системе подогрева, в том числе в воздухоподогревателе ВПВ–235, дана в разделе 2.2.(п.2.2.5.) и разделе 2.3. Главный недостаток воздухоподогревателя ВПВ–235 (также как и ВПВ–250) заключается в том, что подогреватели имеют трубы малого диаметра (Двн.33мм и 36мм соответственно), что способствует отложению техуглерода на стенках труб. Однако, отложения происходят и на трубах значительно большего диаметра (Двн.80–100мм.). Это хорошо известно из зарубежного опыта. Поэтому в воздухоподогревателях фирмы ALSTOM предусмотрена продувка труб паром со сверхзвуковой скоростью. Это сложная и дорогая система и для подогревателей типа ВПВ–235(250) не применима.
Трубы подогревателя ВПВ–235 изготавливается из жаропрочной стали 10Х23Н18, которая может эксплуатироваться при температуре до 1000⁰С., тогда как трубные решётки, диафрагма и корпус подогревателя изготавливаются из стали 20Х23Н18, температура применения которой допускается по справочникам до 1050 – 1100⁰С. В этих данных присутсвует неопределённость. Поэтому нижнюю трубную решётку желательно изготавливать из стали 20Х25Н20С2, для которой температура применения 1100⁰С. гарантируется. Кроме того эта сталь более коррозионностойкая по сравнению со сталью 20Х23Н18. Следует отметить, что сталь типа 20Х25Н20С2 с содержанием хрома 25% и никеля 20% используется за рубежом для изготовления труб воздухоподогревателей. Необходимо также отметить, что предварительный подогрев воздуха уменьшает коррозионное воздействие газовой среды на металл нижней трубной решётки и трубы воздухоподогревателя. Это объясняется тем, что температура газов в отдельных трубах в зонах подачи холодного воздуха может понизиться до 160⁰С. и ниже, что для газов, содержащих сернистые соединения, приведёт к конденсации влаги.
.
.Рис.2.5.
2.4.3. Воздухоподогреватель фирмы Alstom спроектирован и изготавливается на высоком техническом уровне и обеспечивает нагрев воздуха при получении протекторных марок техуглерода до 800–900°С. К недостаткам следует прежде всего отнести большую массу подогревателей (44,5т. составляет масса подогревателя для нагрева воздуха до 800°С.)., что требует существенных затрат на установку и обвязку воздухоподогревателя, а это дополнительно увеличивает срок его окупаемости. Наличие системы продувки труб струями пара со сверхзвуковой скоростью, а также системы регулирования подачи воздуха на обдувку нижней трубной доски усложняет обслуживание подогревателя.
2.4.4. Воздухоподогреватели Китайской фирмы DORJHT Co., Ltd. также имеет большую массу, что затрудняет их монтаж и ремонт. Подогреватели выпускаются с различным диаметром труб от 89 до 126мм. Однако проблема забивания труб остается. Компания рекламирует конструкцию подогревателя, в котором трубы свободно перемещаются в трубной решётке при температурных расширениях. Если это действительно так, такой аппарат можно приобрести при наличии гарантии обеспечения герметичности и возможности установки такого аппарата на действующих потоках.
2.4.5. Что касается воздухоподогревателя ВПВ–235, то о его недостатках уже было сказано. Два из них было исправлено. Изготовление этих подогревателей передано в специализированную организацию по изготовлению нестандартного оборудования, и в отношении качества сварочных швов не должно возникать проблем. Значительно снизились и отложения на стенках труб воздухоподогревателя за счёт предварительного подогрева воздуха перед подачей его в воздухоподогреватель ВПВ–235. Как показано на рис 2.3., воздух поступает в первую секцию ВПВ–235 с температурой 250–350°С., что повышает температуру стенок труб секции выше 600°С. При такой температуре отложений на внутренней поверхности труб не может происходить даже при диаметре труб 33–36мм. Однако, в периоды пуска и остановки технологических потоков вероятность отложения техуглерода на внутренних стенках труб воздухоподогревателя ВПВ–235 всё же остаётся.
2.5.Основные причины забивания труб воздухоподогревателей.
Учитывая, что проблема закупоривания труб воздухоподогревателей касается всех заводов техуглерода, необходимо определить причины этого явления.
Как известно из зарубежных источников, во избежание отложения техуглерода на внутренних поверхностях труб воздухоподогревателей нужно поддерживать температуру стенок труб не ниже 220°С. Однако практика показала, что забивание труб происходит и при более высокой температуре стенок /2.7.1./стр85. Температура стенок труб воздухоподогревателя определяется из основного уравнения теплообмена:
, где
tст – температура стенки.
tг и tв – соответственно температуры газов и воздуха.
αв и αг—коэффициенты теплоотдачи со стороны воздуха и со стороны газов в вт/(м²×град).
Чем меньше соотношение αв/αг, тем температура стенки ближе к температуре углеродогазовой смеси и наоборот, чем выше это соотношение, тем ниже температура стенки. Расчёты коэффициентов теплоотдачи производятся с применением критериев подобия – Рейнольдса(Re), Нуссельта(Nu), Прандтля(Pr). Используются различные коэффициенты и номограммы. Понятно, что коэффициенты теплоотдачи сложно определить, да и точность результата нельзя гарантировать. На практике определение коэффициентов теплоотдачи не обязательно. Нужно знать основные параметры от которых они зависят. По данным/2.7.4./ коэффициент теплоотдачи может быть определён по следующей расчётной формуле:
α=(1,163×А ∙(w𝛠d)⁰⁸/d) вт/(м²∙град),
где w и 𝛠 фактическая скорость и плотность движущегося газа (воздуха), определяемые по средней его температуре;
d– приведённый диаметр, м;
А – поправочный множитель.
Значение А определяется по графику (рис.16), а значение выражения (w𝛠d)⁰⁸ по номограмме (рис. 17), приведённых в приложении.
Из формулы ясно, что чем выше скорость воздуха и его плотность, тем выше коэффициент теплоотдачи со стороны воздуха (αв), тем больше тепла отнимается от наружной поверхности трубы и тем ниже температура её стенки. Понятно, что наиболее низкая температура стенок труб будет в тех зонах воздухоподогревателей, где подаётся холодный воздух с температурой 10–40°С. (плотность 1,247– 1,128 кг/м3) и высокой скоростью (15–20м/сек.). Такими зонами являются участки ввода холодного воздуха в воздухоподогреватели ПВ–185, ВПВ–235, ПВ–74 ( 92), ПВ–125, ВПВ–250. Поступление холодного воздуха при этих условиях приводит к локальному понижению температуры стенок первых рядов труб по ходу движения воздуха. После того, как эти трубы частично или полностью закупорятся техуглеродом, создадутся условия для охлаждения следующих рядов труб. Локальные (местные) коэффициенты теплоотдачи со стороны воздуха αв могут значительно отличаться от средних значений этих коэффициентов в подогревателях, что в значительной мере определяет локальное понижение температуры стенок труб воздухоподогревателей, что способствует отложению техуглерода на внутренней поверхности труб. Из приведённой расчётной формулы следует, что для того, чтобы понизить коэффициент теплоотдачи со стороны воздуха и увеличить температуру стенок труб в зонах подачи воздуха в подогреватели, нужно уменьшить скорость воздуха (w), понизить плотность воздуха (𝛠) и увеличить диаметр труб (d). Чтобы уменьшить скорость воздуха в локальных зонах нужно часть воздуха подать в другие зоны воздухоподогревателя. В случае подогревателей ПВ–74(92) и ПВ–125 не сложно организовать подачу воздуха не через один, а через 3 или 4 патрубка, расположенных на одном уровне. В результате скорость воздуха в зонах его подачи уменьшится пропорционально количеству патрубков, соответственно понизятся локальные (местные) коэффициенты теплоотдачи со стороны воздуха (αв) и повысится температура стенок труб в местах ввода воздуха. В конечном итоге уменьшатся отложения техуглерода на внутренних поверхностях труб подогревателей. Дополнительные патрубки можно установить и на подогревателе ПВ185, как это показано на Рис 2.6. Рис. 2.6.

Как показано на Рис2.6. дополнительно к основному патрубку подачи воздуха можно установить один или два воздушных патрубка, что приведёт к уменьшению скорости воздуха в зоне его основной подачи, повышению температуры стенок труб и, как следствие, уменьшению отложений техуглерода в трубах воздухоподогревателя. Как известно, в воздухоподогревателях фирмы ALSTOM воздух для равномерного охлаждения как нижней трубной решётки, так и начального участка трубного пучка подаётся по нескольким трубопроводам (Рис 3.2). При этом для охлаждения трубной доски подаётся только 20% воздуха, поступающего в воздухоподогреватель. Основная часть воздуха (80%) поступает противотоком непосредственно в воздухоподогреватель.
Рис.2.7.

Специалисты Омского завода технического углерода для уменьшения отложений на внутренней поверхности труб высокотемпературных воздухоподогревателей использовали систему предварительного подогрева воздуха. Впервые такая система была внедрена на ОЗТУ ещё в 1976 году. В результате предварительного нагрева воздуха до 130–150⁰С. удалось повысить конечную температуру его подогрева на 130–190⁰С. и исключить отложения техуглерода на поверхности труб основного воздухоподогревателя (ПВ–88), что до внедрения двухстадийной системы подогрева приводило к забиванию труб ПВ–88 техуглеродом и вырыванию их из трубной доски/2.7.1.стр. 78,79/. В последующем эта система была использована в 1997году при внедрении первого высокотемпературного воздухоподогревателя и применяется в настоящее время/2.7.1./стр.79/.
Что касается теоретического обоснования целесообразности применения предварительного подогрева воздуха перед подачей в высокотемпературные подогреватели, то это определяется температурами стенок труб рекуператоров при различных соотношениях αв/αг и при различных температурах на входе в подогреватели. Расчёты производятся по формуле: tг-tст/tст-tв=αв/αг.
При соотношении αв/αг=2, что может иметь место только при локальных (местных) условиях в зонах подачи воздуха в высокотемпературный воздухоподогреватель температура стенок труб в локальной зоне составит при температуре воздуха 20⁰С. и температуре газов перед подогревателем 950⁰С.: 950-tст/tст-20=2,0 950-tст=-2tст-40 990=3tст tст=330. При подогреве воздуха до 300⁰ температура стенок труб составит 516⁰С. При соотношении αв/αг=1,0 температура стенок труб при температуре воздуха 20⁰С. составит 485⁰С., а при температуре воздуха 300⁰С.– 625⁰С. Понятно, что при температуре стенок труб 625⁰С. отложение техуглерода на них не может происходить. Впрочем, и без теоретических выкладок понятно, что при повышении температуры воздуха, подаваемого в рекуператор, температура стенок труб неизбежно повысится.
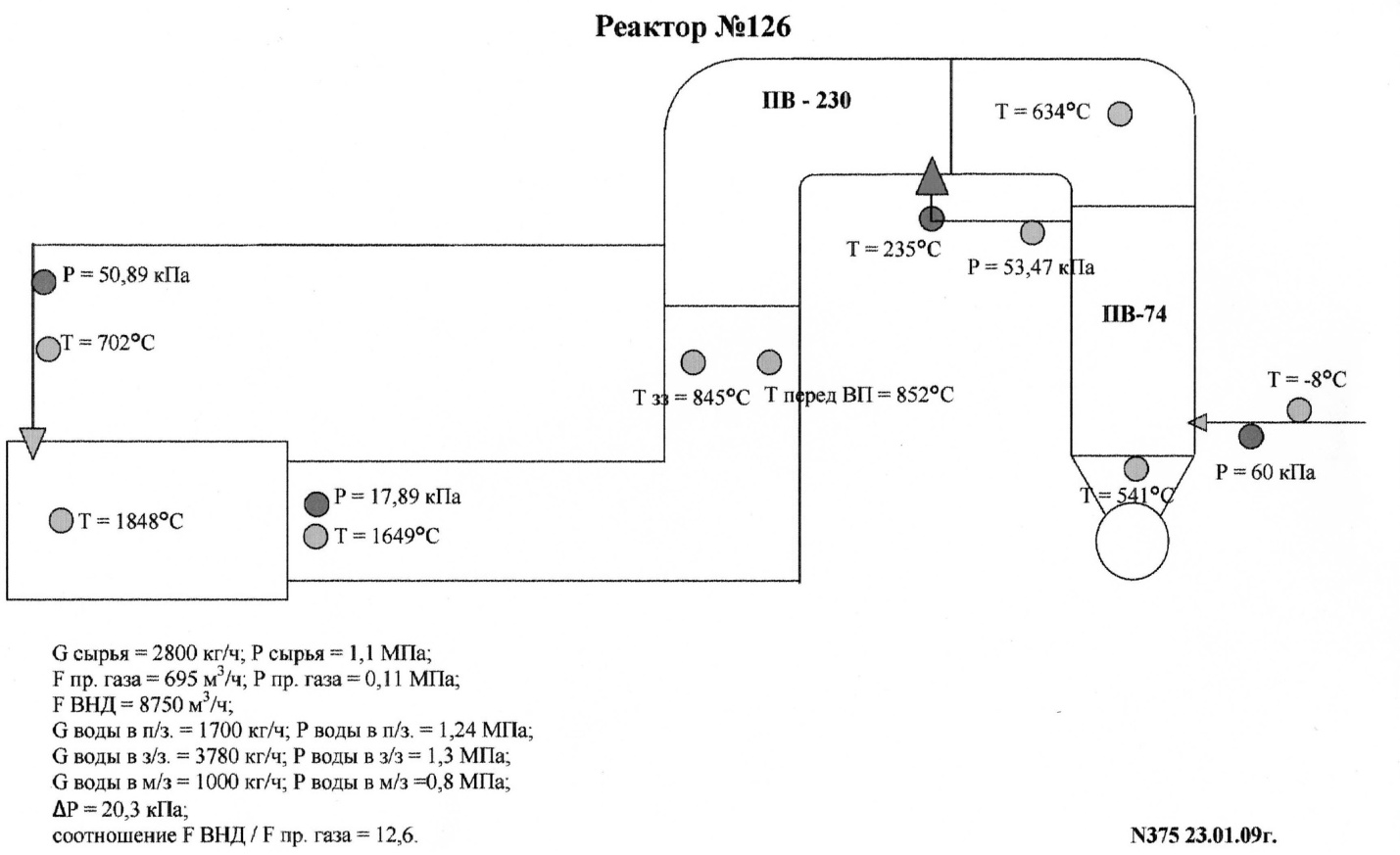
Особые сложности возникают с каркасным техуглеродом серий 500 и 600, склонность к отложениям которых на внутренних поверхностях труб подогревателей значительно выше, чем у протекторных марок техуглерода серий 100, 200 и 300. Причины этого могут быть связаны как с наличием на поверхности техуглерода серий 500 и 600 полиароматических углеводородов (ПАУ), так и склонностью частиц техуглерода этих серий к коагуляции и адгезии к металлу. В подогревателях фирмы ALSTOM, применяемых для этих серий техуглерода обязательно используется систематическая паровая продувка (одновременно продувается 10% трубок струями пара со сверхзвуковой скоростью под давлением 10бар, тогда как в подогревателях, используемых для подогрева воздуха при получении техуглерода протекторных марок, продувка труб призводится периодически. При применении воздухоподогревателей ПВ185, а также их новых модификаций (ПВ–185М, ПВ–180), имеющих небольшой наружный диаметр труб ( 42–48мм), для уменьшения отложений в трубах подогревателей техуглерода серий 500 и 600 нужно использовать те же способы, что и для протекторных марок техуглерода, то есть предварительный подогрев воздуха и равномерное распределением воздуха, подаваемого в воздухоподогреватель. В зимний период температура воздуха, поступающего в технологические цеха ОЗТУ, может иметь отрицательные значения (-8⁰С. рис2.9.), поэтому в производстве каркасных марок техуглерода большое значение имеют газоохладители, в которых производится первая стадия подогрева воздуха. Первоначально газоохладители, разработанные специалистами ВНИИТУ, предназначались для естественного охлаждения углеродогазовой смеси за счёт передачи тепла от углеродогазовой смеси атмосферному воздуху через металлические стенки аппарата для понижения температуры и уменьшения влагосодержания углеродогазовой смеси перед подачей её в фильтры улавливания. Для повышения эффективности газоохладителей Ярославский завод техуглерода посредством установки дополнительных рубашек организовал принудительную подачу воздуха в эти аппараты для нагрева его и подачи как в подогреватели ПВ‑53, так и камеры обогрева сушильных барабанов/2.7..2/стр223-224. На Омском ЗТУ воздушные рубашки на газоохладители были установлены несколько позднее и только в производстве каркасных марок техуглерода. Рубашки газоохладителей были обвязаны последовательно, то есть вся поверхность газоохладителя использовалась для нагрева воздуха, поступающего в подогреватель предварительного подогрева воздуха ПВ–74. Однако ожидаемого результата получить не удалось. Сначала температура воздуха составляла 103–110⁰С., но затем постепенно снижалась, что указывало на отложения техуглерода на поверхности газоохладителя. Особенно это сильно проявлялось в холодное время года. При понижении температуры воздуха на выходе из газоохладителя ниже 80⁰С. начиналось забивание труб в подогревателе ПВ–74, а затем и в подогревателе ПВ–185. Отсюда понятно, что в производстве каркасных марок техуглерода прежде всего нужно принимать меры для повышения температуры нагрева воздуха в рубашках газоохладителей для того, чтобы обеспечить конечную температуру подогрева воздуха в пределах 630–650⁰С. Следует отметить, что газоохладители используются на ОЗТУ с 1997-го года и при их полной замене необходимо изменить конструкцию газоохладителей для обеспечения нагрева воздуха до 150–200⁰С. Такие конструкции в настоящее время известны.
2.6. Заключение.
2.6.1. Воздухоподогреватели с внутренним диаметром труб 33–50мм, вопреки сложившемуся мнению зарубежных специалистов, могут использоваться для высокотемпературного нагрева воздуха, подаваемого в реакторы для получения технического углерода, что подтверждается многолетней практикой использования таких подогревателей на Омском заводе технического углерода. Обязательным условием при этом является предварительный подогрев воздуха до 150 – 250⁰С. перед подачей его в высокотемпературный воздухоподогреватель. ( рис.2.2; рис.2.3.; рис.2.4.). Это необходимо для предотвращения отложений техуглерода на внутренних поверхностях труб подогревателей. Необходимо отметить также, что чем меньше диаметр труб, используемых в воздухоподогревателях, тем выше их эффективность. Масса таких подогревателей при одинаковой температуре подогрева воздуха значительно меньше массы подогревателей, в которых применяются трубы большого диаметра(>80мм).
2.6.2. Приобретение воздухоподогревателей фирмы Alstom в настоящее время нецелесообразно, так как срок окупаемости такого подогревателя значительно превысит срок его службы (разд.2.1.1.). Следует отметить также, что температура подогрева воздуха при получении протекторных марок техуглерода в таком подогревателе обычно составляет 800⁰С., что достигается при двухстадийной системе подогрева воздуха Омского ЗТУ.
Следует отметить, что температура подогрева воздуха в отечественной металлургической промышленности, где в основном и применяются металлические рекуператоры, не превышала в тот период времени 500⁰С., не смотря на наличие специализированных организаций по проектированию и изготовлению воздухоподогревателей. /2.7.7./ стр. 544.
2.6.3. В производстве протекторных марок техуглерода целесообразно организовать первичный подогрев воздуха в рубашках газоохладителей до 150–200⁰С.,что позволит повысить конечную температуру подогрева воздуха, подаваемого в реакторы. Отложения техуглерода протекторных марок на внутренних поверхностях газоохладителей маловероятны. Воздух, нагретый в газоохладителе до 150–200⁰С., сначала нужно подать в прямоточную секцию ВПВ–235, затем в подогреватель ПВ–74(92), и далее в противоточную секцию ВПВ–235. При такой схеме подачи воздуха и подъёме температуры углеродогазовой смеси перед ВПВ–235 до 980–1000⁰С. температура воздуха, поступающего в реактор должна увеличиться до 830–860⁰С.
2.6.4. Подогреватели предварительного подогрева воздуха (ПВ74, ПВ92) нужно заменить на подогреватели с большими диаметрами труб, тем более, что трубы 89x4 имеют даже несколько меньший вес, чем применяемые в подогревателях ПВ–74 и ПВ–92 трубы 76x5. Подогреватели ПВ74 эксплуатируются 15 лет, а после демонтажа могут использоваться для подогрева воздуха, подаваемого в камеры обогрева сушильных барабанов.
2.6.5. Наиболее сложной проблемой является использование подогревателей с малым диаметром труб для подогрева воздуха, подаваемого в реакторы для получения техуглерода каркасных марок (серий 500 и 600) в связи с высокой склонностью этих марок техуглерода к налипанию на поверхность металлических труб. Поэтому, прежде всего нужно значительно уменьшить отложения техуглерода в трубах подогревателей ПВ74 и ПВ185. Одной из мер может быть подача воздуха в подогреватель ПВ74 прямотоком, как это показано на рис.2.2. По этой схеме воздух подаётся в зону, где газы имеют более высокую температуру, что снижает вероятность забивания труб в зоне подачи холодного воздуха. Сразу можно отметить, что воздух следует подать как минимум через два патрубка, как это указано в разделе 2.5. С учётом опыта эксплуатации этой схемы целесообразно на первой стадии подогрева воздуха предусмотреть установку подогревателя ПВ–92 и обвязать его по прямоточной схеме. При этом температура воздуха на входе в ПВ–92 (на выходе из газоохладителя) должна составлять не менее 120⁰С. На второй стадии подогрева установить подогреватель заводской конструкции ПВ–220, обеспечивающий нагрев воздуха до 700⁰С. (рис.2.8, 2.9). При необходимости обеспечения нагрева воздуха до 750 – 780⁰С. нужно на второй стадии установить подогреватель типа ПВ–185 с учётом усовершенствований, применённых при разработке подогревателя ВПВ–235. Воздухоподогреватель нужно изготавливать из жаропрочных сталей 20Х25Н20С2 или 20Х23Н18. Необходимо также устранить переток воздуха из прямоточной секции в противоточную, как это сделано на подогревателе ВПВ–235.
Схема прилагается (рис.2.8.).
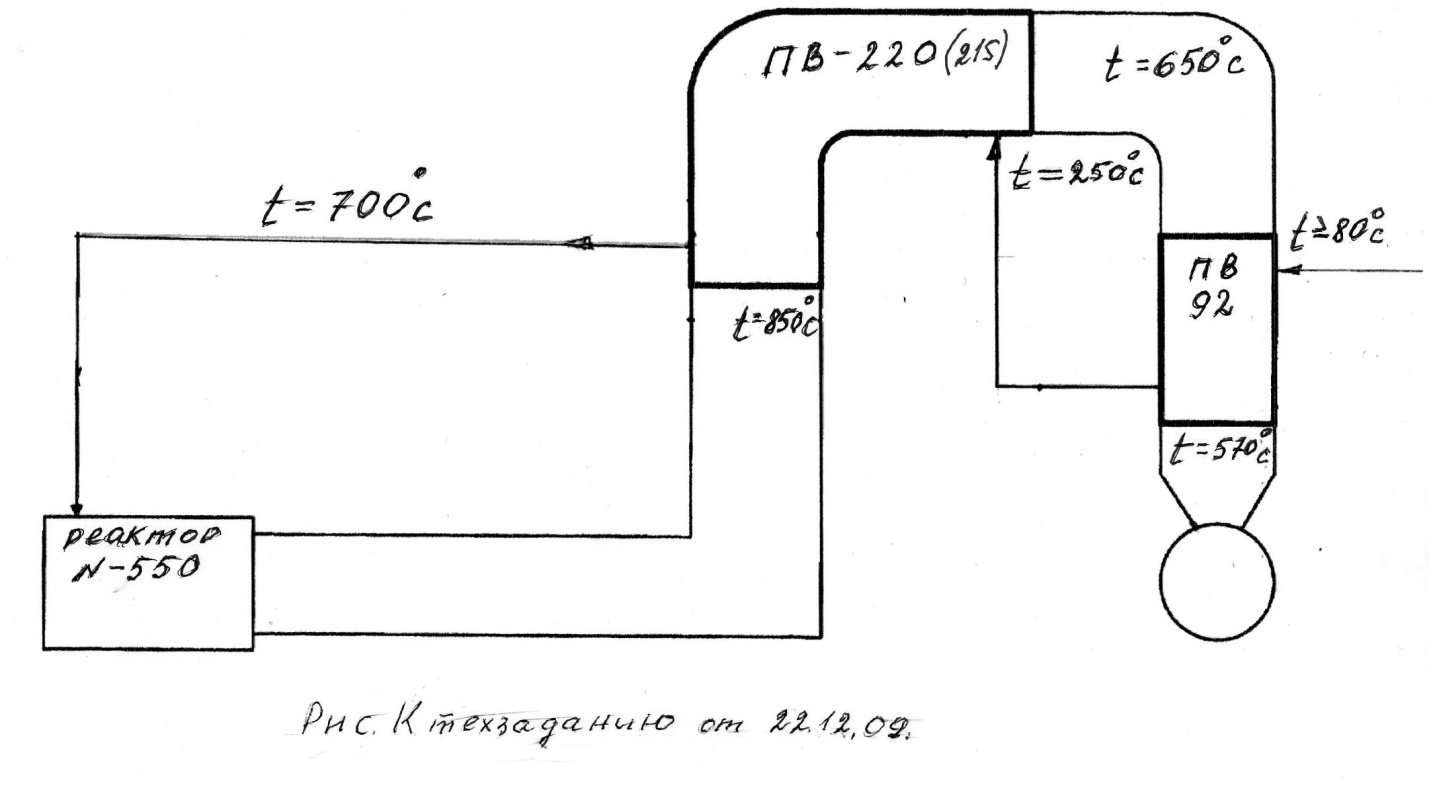
Подогреватель ПВ–220(215) может быть изготовлен из воздухоподогревателя ВПВ–250 с разрушенной нижней решёткой. Подобный подогреватель, изготовленный из воздухоподогревателя ВПВ–270, применялся на ОЗТУ и обеспечивал нагрев воздуха до 700⁰С. (рис.2.9.). рис.2.9.