

Полная версия
Монтаж, пуск и наладка систем вентиляции и кондиционирования воздуха
Рекомендуемый набор электросварочного оборудования и инструментов для бригады слесарей-вентиляционщиков
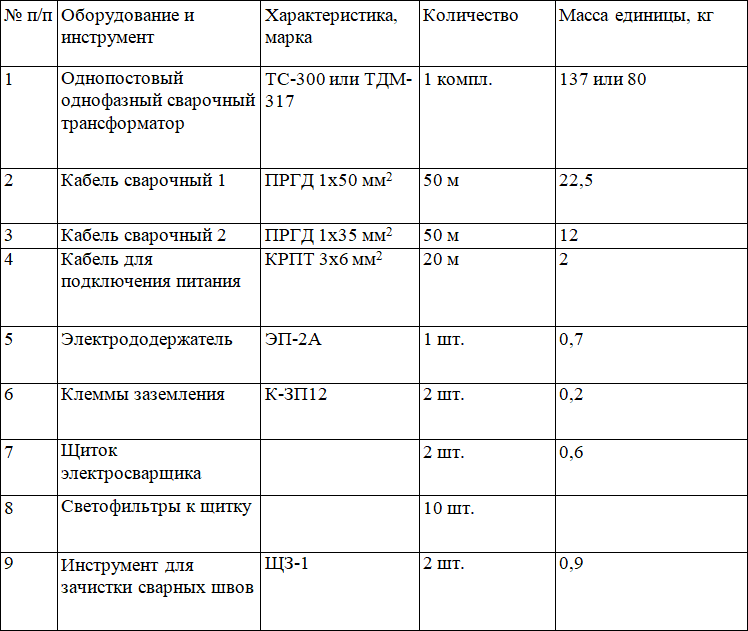
Таблица 6.3
Оборудование для газовой резки стальных конструкций
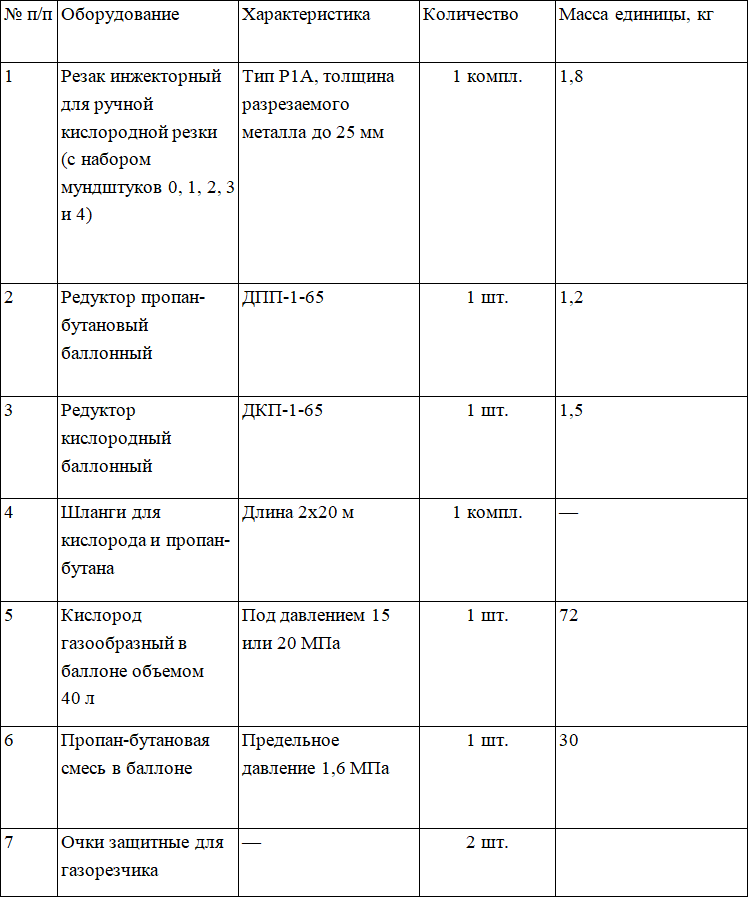
Таблица 6.4
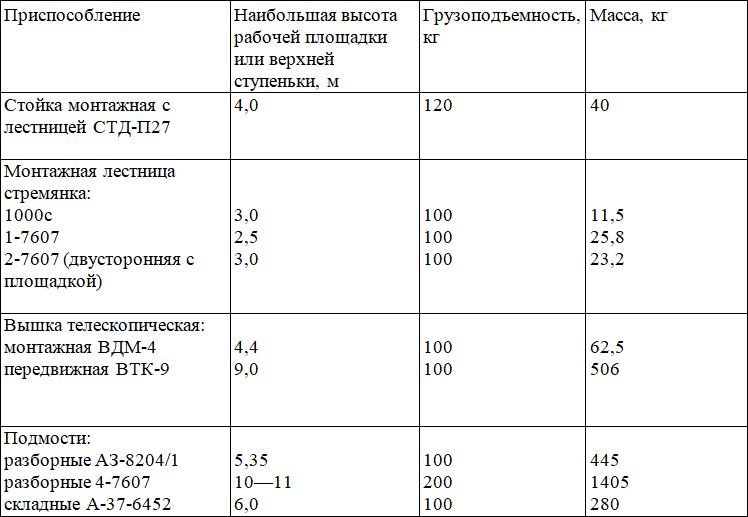
Основные данные несамоходных инвентарных средств подмащивания и оснастки
Соединение торца короба с фланцем осуществляется с помощью ручного пресса TRUMPF TF 350–2. Крепежный элемент представляет собой пресс-заклепку, которая вырезается и формуется из материала заготовки за один рабочий ход пробойника (пуансона). Этот механический процесс соединения металлических листов известен как соединение смещением – верхний лист крепится к нижнему путем кинематического замыкания. Его главное преимущество перед традиционной точечной сваркой состоит в том, что не происходит повреждения поверхности вследствие нагрева, кроме того соединение встык является коррозионно-стойким.
Пресс TF 350–2 предназначен для крепления как листов без покрытия, так и оцинкованных, окрашенных, с полимерным покрытием. Предварительная и окончательная обработка при такой «холодной сварке» не требуется, нет затрат на винты, заклепки и другие соединительные элементы. Для удобства работы пуансон, который формует «заклепку» непрерывным прессующим ударом, установлен в подвижный рычаг. Таким образом, инструментальная рама может быть «раскрыта» одним движением руки, что позволяет легко и быстро установить инструмент в нужной точке шины. При этом допускается высота фланца до 40 мм. Специальный конусный съемник обеспечивает возможность скреплять шину с коробом максимально близко к ребру воздуховода. В зависимости от технических и эстетических требований, соединительный элемент может быть вогнут в поверхность короба или выступать над ней. Получать практически воздухонепроницаемое соединение листов различной толщины можно выбором соответствующего типоразмера матриц.
На пресс TRUMPF TF 350–2 устанавливается комплект инструментов в соответствии с заданной суммарной толщиной листов. Смена этих инструментов производится быстро и просто и не требует дополнительных приспособлений или специальных навыков.
Производительность пресса TRUMPF TF 350–2 – две заклепки в секунду. Такое оборудование подходит как для переносного, так и для стационарного применения.
Идеальным способом соединения для прямых или изогнутых коробов является питтсбургский фальц. Гладкий, плотный и эстетичный шов получается без какой-либо дополнительной обработки при использовании инструментов TRUMPF серии F 300. Питтсбургский фальц («американка») выполняется методом непрерывной роликовой обкатки, без повреждения поверхности и покрытия. Автоматическое управление подачей гарантирует точность шва и равномерную плотность соединения. Фальцезакаточные машинки TRUMPF подходят как для прямых коробов, так и для отводов, причем минимальный внутренний радиус составляет всего 300 мм.
Для установки решеток, жалюзи, клапанов и самих кондиционеров часто приходится делать вырезы в уже смонтированном коробе. Специально для этого фирмой TRUMPF разработаны шлицевые ножницы C 160, которые позволяют делать вырезы с большой точностью, без деформации листа, причем стружка не попадает внутрь короба, поскольку выделяется над его поверхностью непрерывной лентой. Начать и закончить рез можно в любой точке короба; поворотом маленькой рукоятки на режущей головке стружка откусывается в нужном месте. Кромка среза получается идеально гладкой. Этими ножницами можно резать сварные спиралевидные швы на круглых воздуховодах толщиной до 2,5 мм.
Вопросы к главе 6
1. Назовите состав комплексной бригады слесарей-вентиляционщиков.
2. Объясните принцип действия любого инструмента из основного набора (на выбор обучающегося).
3. Опишите способ соединения фланца с торцом короба воздуховода.
4. Чем обусловлено расположение соединительного элемента относительно короба воздуховода?
5. В чем заключаются преимущества фальцевого соединения?
Глава 7. Монтаж вентиляционного оборудования
Производство монтажных вентиляционных работ на объектах подразумевает тщательную подготовку.
Особое внимание должно быть обращено на реальность выполнения проектных решений силами монтажной бригады как в техническом отношении, так и по срокам исполнения.
7.1. Проекты производства работ (ППР)
Проект производства работ – это основное руководство по организации и проведению монтажных работ на объекте. ППР помогает спланировать все подготовительные процессы, включая оформление заказов на воздуховоды и заявок на вентиляционное оборудование и материалы, определить места складирования громоздких вентиляционных деталей. ППР способствует бесперебойному ведению монтажных работ, повышению их качества.
Полный проект производства работ включает следующие разделы:
1) ситуационный генплан, обычно в масштабе 1:400, с обозначением мест складирования воздуховодов и вентиляционного оборудования, а также с внутрипостроечной транспортной схемой;
2) схематический план объекта с нанесением осей и мест расположения вентиляционного оборудования;
3) перечень вентиляционного оборудования, поставляемого заказчиком;
4) характеристика воздуховодов по вентиляционным системам и перечень монтажных чертежей или их эскизов;
5) график поступления вентиляционных заготовок (воздуховодов и типовых вентиляционных деталей) на объект;
6) график поступления вентиляционного оборудования, согласованный с заказчиком;
7) календарный (сетевой) график производства работ со сроками сдачи объекта;
8) ведомость основных и вспомогательных материалов;
9) указания по поводу методов и способов производства монтажных работ и технике безопасности;
10) ведомость необходимых механизмов, инструментов и средств малой механизации конкретно для объекта;
11) производственные калькуляции и сводные ведомости трудовых затрат и заработной платы;
12) график потребности в рабочих.
В календарном (сетевом) графике производства работ должны быть определены сроки подготовки объекта или отдельных помещений к сдаче под монтаж, даты окончания строительных работ в вентиляционных камерах, сроки подачи электроэнергии к вентиляционному оборудованию и горячей воды к калориферам и, самое главное, проведения монтажа вентиляционных систем. С заказчиком предварительно должен быть согласован график поставки вентиляционного оборудования на объект.
Для зданий с небольшим объемом работ и объектов капитального ремонта составляют сокращенные ППР, в которые включают:
– краткие указания по производству монтажных работ и технике безопасности, календарный график выполнения работ;
– график поступления на объект вентиляционных заготовок, материалов и оборудования;
– краткую пояснительную записку.
ППР составляется на основе рабочих чертежей, смет, директивных графиков строительства и календарного графика производства работ, согласованного с генеральным подрядчиком.
7.2. Приемка объекта под монтажные работы
До начала монтажных работ на объекте или на его части между представителями монтажной организации и генеральным подрядчиком должен быть согласован перечень отдельных видов строительных работ, выполнение которых необходимо для последующего монтажа вентиляционных систем, а также сроки их проведения.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «Литрес».
Прочитайте эту книгу целиком, купив полную легальную версию на Литрес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.