Полная версия
Курс «Регулирующая арматура в системах автоматизации»

Предисловие. Дистанционный курс "регулирующая арматура в системах автоматизации"
Дистанционный курс "Регулирующая арматура в системах автоматизации" является самостоятельным курсом системы дополнительного профессионального образования в арматурной отрасли. Его основное предназначение – повышение профессиональной квалификации в области инжиниринга и применения трубопроводной арматуры для широкого круга специалистов.
Особенности курса
Курс "Регулирующая арматура в системах автоматизации" предназначен для слушателей, имеющих незначительный опыт или не имеющих опыта в анализе, подборе, и применении арматуры.
Курс может быть полезен для специалистов по эксплуатации арматуры предприятий-потребителей, технических специалистов, коммерческих инженеров, разрабатывающих проектные спецификации арматуры, специалистов по развитию и менеджеров по продажам и маркетингу.
Описание
В результате овладения материалами курса слушатель начинает разбираться в современных подходах к выбору и применению арматуры для автоматизированных систем управления, овладевает навыками подбора арматуры и аксессуаров в зависимости от технических, экономических и проектных требований, практикуется в умении анализа альтернатив выбора арматуры; определяет возможности повышения уровня проектных спецификаций арматуры в ходе ее выбора на основе применения критериев повышения эффективности арматурного хозяйства и использования современных способов сервиса арматуры, более глубоко узнает связи арматуры не только с особенностями технологии, но и с различными сторонами работы предприятий.
По окончании обучения слушатель получает сертификат о прохождении программы дополнительного профессионального образования и удостоверение установленного образца о повышении квалификации.
Для получения документа об образовании и полного обучения по курсу "Применение трубопроводной арматуры" слушатель должен пройти обязательный базовый курс, не менее одного из специализированных курсов и один курс по выбору.
Особенности дистанционного обучения на курсе
Курс построен в виде электронного учебника и рабочей тетради, что дает возможность слушателям курса использовать свои комментарии и наработки в качестве рабочего конспекта в своей дальнейшей практической работе и профессиональной деятельности.
Сроки обучения
Срок обучения 3 мес. по методике дистанционного обучения с момента открытия доступа
РЕГИСТРАЦИОННАЯ ФОРМА
приведена на сайте www.novotechnos.com и www.promconsult.org или вы можете обратиться по электронной почте valvepromconsult@bk.ru
Введение и задачи модуля
В модуле рассматривается связь особенностей и тенденций развития БДМ и технологических схем с развитием контуров регулирования и регулирующих клапанов.
Такой подход может помочь в нахождении «сквозных» параметров, определяющих развитие всех трех элементов системы и фактически являющихся главными параметрами в развитии основных уровней иерархической структуры БДМ. Поскольку он также даст возможность планомерно изыскивать «правильные» тенденции развития регулирующих клапанов в соответствии с задаваемыми требованиями вышестоящих уровней иерархии, то можно будет прогнозировать с большей уверенностью включение в систему элементов, соответствующих уровню развития технологии.
Нахождение верного фактора, оказывающего наибольшее влияние, окажет немаловажную помощь в прогнозировании и выборе того или иного элемента для установки. Как следует из опыта работы автора, такая проблема является весьма значительной. Так, определить, что же наиболее важно для внедрения тех или иных клапанов, бывает очень трудно. Это может быть и требование вписаться в систему автоматизации, и отвечать требованиям надежности и высокой точности, и требование соответствия технологическому процессу и схеме и т.п. В этом случае подход с учетом развития сразу трех основных уровней БДМ, учет их взаимовлияния и ограничений во взаиморазвитии, может стать основой для выбора и проектирования базового уровня клапанов для конкретных производств и облегчит жизнь отделам развития предприятий ЦБП.
Мы также должны показать и возможные ошибки при внедрении того или иного узла клапана в существующую или проектируемую технологическую схему. Для этих целей необходимо проанализировать, какие типовые ошибки отмечаются при внедрении контуров регулирования.
Чтобы выполнить наши задачи обучения мы проведем краткий экскурс в историю. Что имеет опережающий рост в развитии бумагоделательных машин: скорость или ширина? Мы покажем основные закономерности развития параметров КДМ и БДМ. Мы рассмотрим, что является основными трендами: будет ли это повышение непрерывности и интенсификации процесса; повышение степени замкнутости циклов; требование к управляемости процессов или автоматизация. Далее нам будет более ясно, как вслед за технологическим оборудованием происходит включение приборов, средств измерений и регулирования в системы непрерывных процессов. Будет понятно, растут ли опережающими темпами требования к надежности и эффективности процессов и насколько резко повышается скорость протекания процессов в технологии.
В курсе мы будем рассматривать особенности изменения технологии и ее связи с изменением контуров регулирования и регулирующей арматуры. Мы увидим, как заметно повышается динамичность и снижается инерционность процессов. Как при этом происходит повышение взаимосвязи процессов между собой и усложнение технологических схем и как это приводит к одновременному росту неравномерности развития частей технологических схем. Мы понаблюдаем, как происходит разделение потребностей в качественном регулировании в зависимости от участка БДМ, что отчетливо видно на примерах пароконденсатной системы, участка напорного ящика, участка обезвоживания и т.п. С определенного момента развития БДМ, как технической системы, требования к снижению издержек и требование унификации начинают превалировать.
Материалы курса отчетливо продемонстрируют развитие технологических схем и их влияние на развитие контуров регулирования. Будет рассмотрено собственное развитие контуров регулирования в составе различных участков технологических схем и выявлен переход к специализированным контурам и их дальнейшему развитию. Мы также попробуем определить взаимосвязь и противоречия между развитием технологических схем и обслуживающими их контурами регулирования. Будет заметна неизбежность выделения критических контуров регулирования, перехода к цифровым контурам регулирования. На этой основе мы продемонстрируем схемы дальнейшего развития регулирующей арматуры в составе контуров регулирования и необходимость ее дальнейшего совершенствования.
В конце материалов мы попробуем спрогнозировать дальнейшие шаги в развитии регулирующей арматуры, контуров регулирования и технических средств автоматизации. Вы узнаете о типовых ошибках в развитии контуров регулирования, и какие ресурсы можно найти для их усовершенствования в рамках сложившихся и проектируемых технологических процессов.
1. Развитие параметров картоноделательных и бумагоделательных машин
В 1869г. на бумагоделательной машине (БДМ) производилось 0,6т бумаги в сутки при скорости 11 м\мин. В настоящее время на газетных бумагоделательных машинах производится свыше 100-120 т\сут при рабочей скорости более 850-900 м\мин. Заметная разница, не так ли? Бумагоделательные машины, пройдя стадию развития непрерывности процесса, от формирования основных компонентов, перейдя в механизированную линию непрерывного действия и дойдя до стадии дальнейшего совершенствования как линии автоматического действия, в настоящее время являются в большей части системами с автоматическим управлением технологическим процессом.
Рис. 1. Первые бумагоделательные машины по [1]
В соответствии с предложенной Каменевым и Кугушевым (1) стадийностью развития БДМ их развитие может быть разбито на 3 этапа. 1-й этап – этап формирования БДМ как технологической линии. 2-й этап – механизация и автоматизация основных процессов. 3-й этап – превращение БДМ в систему взаимосвязанных автоматических машин.
Что же произошло внутри машины, и как это было связано с развитием контуров регулирования? Современные высокоскоростные БДМ достигли такого уровня, когда они состоят из нескольких основных технологических агрегатов, множества трубопроводов с насосами и бесчисленного количества клапанов, арматуры и КИП, в основном объединенных в контуры регулирования или отсечки. И именно поэтому их можно рассматривать как комплекс взаимосвязанных узлов регулирования, обеспечивающих непрерывное поддержание технологического процесса.
Малейший простой таких машин вызывает значительные потери. Например, время простоя крупнейших БДМ и КДМ может превышать 1000 ч в год на одну машину. Есть куда расти. Не в маловажной части это связано и с проблемами с совершенствованием контуров регулирования.
Важной частью современного развития БДМ стало вытеснение человека из процесса работы машины. Если сначала это была просто механизация, затем включение автоматизированных систем для замены действий оператора, то в настоящее время заметен ускоренный переход к включению лабораторных измерений, которые раньше выполнялись многочисленными цеховыми лабораториями, в состав системы АСУ ТП. Этим обеспечивается непрерывный автоматический контроль за показателями работы БДМ. В частности, можно привести пример анализаторов Кайаани (компания Метсо Автоматизация), выполняющих такие функции в составе мощных БДМ.
Значительной тенденцией выступает и требование унификации, что особенно характерно для такого значительного семейства компонентов БДМ, которыми являются регулирующие клапаны и арматура.
С ростом непрерывности процесса и необходимости снижения простоев актуальной стала и проблема надежности, поскольку вероятность разрыва непрерывной цепи в работе БДМ из-за ненадежности любого из составляющих его элементов высока. Достаточно привести пример из общей теории надежности. Система, состоящая из 100 последовательных элементов с высокой вероятностью безотказной работы равной 0,99, будет в целом иметь безотказность работы всего 0,34. Регулирующие клапаны как наиболее массовые элементы БДМ должны обладать повышенной надежностью. Она является наиболее осознанной в настоящее время характеристикой клапана. Примером этому является то, что, несмотря на множество регулирующих клапанов–заменителей, опытные специалисты бумажники отдают предпочтение надежным клапанам Neles. В настоящее время их доля на мировом рынке для регулирования процессов ЦБП превышает 60%.
Рост единичной мощности машин также вызывает необходимость повышения надежности. Опыт развития параметров машин показывает, что при анализе соотношения выбора: ширина или скорость машины? относительный приоритет будет иметь скорость.
С ростом скорости и непрерывности процесса возникает необходимость повышенной управляемости машины. В табл.1 приведена степень управляемости машины, т.е. отношение количества автоматизированных операций к их общему числу, характерных для российской ЦБП.
Табл. 1 Степень управляемости отечественных БДМ на примере машины Б-15 для выработки газетной бумаги при скорости 800м\мин. (1)
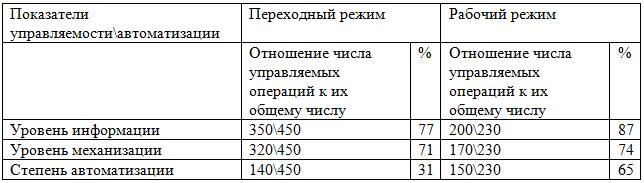
Современные машины имеют высокую степень автоматизации (65%), не только на установившихся, но и переходных режимах работы. Однако уже здесь начинают проявляться и противоречия между скоростями выполнения команд, качеством и помехоустойчивостью сигналов и требованиями по регулированию технологических процессов, сложностью управления по многим параметрам.
Так, одной из функциональных особенностей машины является одновременное выполнение множества операций и их функциональная взаимозависимость. В современных условиях оператор уже не способен решать такие задачи. Например, для обеспечения выпуска бумаги с заданными допусками массы 1м2 на определенной скорости, требуется одновременное управление целым рядом взаимосвязанных параметров технологического процесса (качественные показатели суспензии, параметры работы напорного ящика вакуумной системы, системы подачи пара и удаления конденсата, влажности, регулирования скорости и т.п.). Выполнение операторами этих функций практически невозможно из-за низкого быстродействия и субъективных ошибок. На малых предприятиях часто выходом из положения является записная книжка обер-машиниста, где указано положение основных клапанов для определенных сортов бумаги. Однако даже на малых предприятиях это не может быть выходом из положения.
Проблемой является растущая интенсификация операций размола, сортирования, напуска и далее обезвоживания, прессования и сушки. Это приводит к значительной энергоемкости и требованию снижения необоснованных технологических и энергетических потерь.
СКОРОСТЬ ИЛИ ШИРИНА?
Скачки в развитии БДМ и КДМ достигались как изменением ширины, так и скорости машины. Динамика их изменения приведены в табл. 2.
Табл. 2. Изменение скорости (V м\мин) и ширины (В, мм) действующих газетных БДМ и КДМ за период 1920-2000 г.г.
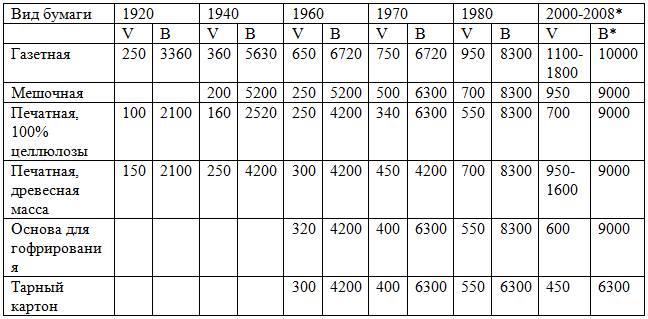
* по данным печати
Из табл. 2 видно, что преимущественный рост производительности наблюдается в связи с ростом скорости. Относительное замедление роста ширины машин со временем также является характерной тенденцией. Результаты ряда исследований (1) показали, что, например, для газетных бумагоделательных машин увеличение скорости обходится дешевле, чем ширины машины. Это также свидетельствует о том, что требование непрерывности и связанное с ним требование надежности, безотказности, точности регулирования будет ведущим параметром на ближайшие годы.
Одним из результатов роста скорости является повышение непрерывности процесса. Показывая, как закон перехода от периодического к непрерывному или более интенсивному и динамическому действию действует в современном оборудовании ЦБП, приведем следующие примеры:
– Переход от периодически размалывающих роллов к непрерывно работающим мельницам.
– Переход от периодической варки по типу Камюр к непрерывной варке целлюлозы.
– Устранение мешалок в больших баках с переходом к статическим смесителям типа Lobe Mix.
– Переход от медленно и периодически работающих отстойников к непрерывно работающим флотоловушкам.
– Переход от удаления отходов при помощи двух периодически работающих шиберных заслонок в вихревом очистителе к клапану, работающему с высокой цикличностью типа Покет Фидер.
– Переход от инерционных ПИД-регуляторов к контурам регулирования с прогнозирующими механизмами по примеру клапана NelesACE.
– Задание дискретности времени импульса в полевых шинах Profibus выше длительности возмущающего воздействия сигнала.
– Снижение мертвой зоны в клапанах для медленно протекающих процессов и снижение гистерезиса для быстро протекающих процессов.
– Давление со стороны экологии заставляет вводить в схемы дополнительные элементы. Так, загрязнение внешней среды избегают установкой флотационных ловушек. При этом их использование в большой степени начинает применяться и по ступеням технологического процесса для внутренней очистки и «доработки» массы. В узлах очистки электрофильтры стали неотъемлемой частью очистки газов. Загрязнение или отравление циркуляционных участков приводит к необходимости специального подхода к подбору регулирующих клапанов на этих участках.
Требование снизить издержки вносит также свой вклад в изменение технологических схем. Использование вторичного тепла приводит к замыканию водооборота с подогретой водой, например, замыкание подсеточной и осветленной воды на подпитку, разбавление или гидроразбиватель.
1.1. Развитие технологических схем картоно и бумагоделательных машин
Стадия 1
На первом этапе развития в соответствии с (1) технологические схемы, как правило, были простыми, не требовавшими какого-либо регулирования и выполнялись вручную. Все процессы поддавались ручному управлению и регулированию. Сушильные секции обогревались паром с низким избыточным давлением. Открытые конструкции позволяли легко обслуживать машину.
Повышение скорости до 80м\мин поставило вопрос о начале регулирования, особенно с появлением напорного ящика с гидростатическим напором, позволившим существенно повысить скорость и качество истечения суспензии из выпускной щели.
Повышение скорости до 100м\мин привело к усложнению конструкции размольно-подготовительного отделения (РПО) и машины, поставило вопросы о безотказности и ремонтопригодности в целом, т.к. потери продукции из-за внезапных остановов и выходов из строя отдельных компонентов и неудобства их ремонта стали ощутимыми. Число рабочих резко сократилось, и их функции ограничились управлением процессами, наблюдением за постоянством количества и качества производимого продукта, ручным регулированием пуска и останова машин.
С интенсификацией технологического процесса потери непрерывности процесса и простои становятся недопустимыми, начинают исключаться холостые движения рабочих органов машины. В условиях возрастающей мощности возникает новая задача синхронизации и взаимоувязки регулирующих воздействий. Если раньше в РПО производство было дискретным, то с появлением мельниц оно также стало непрерывным. Для его реализации в целом предусматривается множество компенсирующих баков и емкостей, поскольку они позволяли снять проблемы в увязке и взаимовлиянии контуров и циркуляционных участков в поддержании стабильности процесса. Этап 1 закончился полной реализацией непрерывности технологического процесса.
Стадия 2
Возможности автоматического управления приводом, сеткой и др. создали предпосылки для повышения скорости истечения массы на сетку БДМ. Рос диаметр проходных сечений в регулирующих контурах, возникло понимание необходимости управлять расходными характеристиками и определять пропускную способность регулирующих органов. Скорости начали достигать свыше 500м\мин.
В технологических схемах начали появляться дополнительные подсистемы, позволяющие регулировать гидростатический столб жидкости. К этому же времени относятся и изменения конструкций напорных ящиков, гауч-прессов, изобретение и установка отсасывающего вала, что дополняло технологические схемы новыми контурами регулирования. Возникли новые задачи подачи красителей, клея, водоподготовки и т.п., реализуемые все новыми и новыми контурами регулирования.
При достижении скорости свыше 500м\мин появились трудности со снижением вибрации, динамических пульсаций, ростом диаметров трубопроводов и размерами регулирующих клапанов.
На этой стадии развития БДМ совершенствовались автоматические системы регулирования технологического процесса формования и обезвоживания полотна, непрерывного поддержания системы в работоспособном состоянии. Повышение скорости и удельных показателей работы сеточного стола уже достигалось не увеличением его длины, а путем интенсификации технологических процессов и повышения его удельной энергоемкости.
Появляются развитые вакуумные системы в связи с ростом применения прессов с нижними отсасывающими валами на подшипниках качения. Применяются новые конструкции отсасывающих валов, спрыски высокого давления из нержавеющей стали вместо бронзы.
В сушильной части вместо открытых конструкций появляется закрытый привод с централизованной циркуляцией смазки. Вся сушильная часть закрывается колпаком для утилизации и рекуперации тепла. Из-за тяжелых условий обслуживания развитие получают автоматические системы пароснабжения, отвода конденсата, централизованной смазки, эвакуации паровоздушной смеси и вентиляции, управления движением и кондиционированием сукон. Вместе с механизацией процессов на машине (заправка полотна, подъема валов и т.п.) все чаще применяются пневмосистемы, поскольку широкое развитие получают компрессорные станции с развитием систем подачи «силового» воздуха. Появляются системы подачи и охлаждения валов паром и водой.
Надежность повышалась путем отработки конструкций регулирующих органов, применением резервирования, динамизации процессов. Реализация обеспечивалась разработанными для этих целей средствами регулирования. Развитие обеспечивающих и вспомогательных процессов, переход к автоматическому регулированию технологических операций, широкое включение все новых и новых контуров регулирования и регулирующих органов стали содержанием этого этапа.
С ростом скорости до 500м\мин потребовалось увеличить и существенно улучшить качество подготовки бумажной массы перед ее подачей в напорный ящик. По этой причине значительные изменения начали происходить в технологических схемах размольно-подготовительного отделения (РПО).
Усовершенствования происходили по следующей схеме:
Появление оборудования для очистки суспензии от грубых включений и твердых частиц, (песочницы, циклоны, центробежные очистители).
Применение оборудования для сортирования и очистки суспензии от легких включений: (узлоловители, сортировки с ситами).
Расширение применяемых схем с гидростатическим и гидродинамическим напором, применение оборудования для создания вакуума и обвязка их более сложными и надежными регулирующими устройствами.
Контуры регулирования обвязывали как каждый отдельный элемент технологической схемы, так и вспомогательные элементы.
Начинают выделяться контуры регулирования, наиболее сильно влияющие на технологический процесс (специализированные и критические контуры регулирования).
Из задач регулирования становится значимой задача синхронизации работы различных узлов при высокой скорости протекающих процессов. Если до 1940г. машины практически не оснащались системами автоматического регулирования и автоматизации, то далее начинается их бурное внедрение.
Усложнение конструкций машин при росте скорости и производительности привело также и к увеличению возможности отказов и возрастанию экономических потерь. Эти факторы были основными причинами усиленного внимания к решению проблемы безотказности и ремонтопригодности БДМ (2), что привело к необходимости изменений в обслуживании и ремонте машин. На регулирующих клапанах и арматуре это отразилось тем, что они должны были быть более надежны и ремонтопригодны.
Основной мерой реализации надежности технологического процесса оставалось резервирование, обеспечивающее неразрывность протекания массы при каких-либо сбоях. Достаточно много было и открытых контуров, выбрасывающих использованные ресурсы из процесса. Ярким примером может быть оборотная вода, осветленная вода, сточные воды и т.п.
С развитием модульности конструкций и требований легкости монтажа и демонтажа стали чаще применяться компактные, легкие клапаны и арматура. В качестве примера можно сказать, что по возможности происходила замена шиберных задвижек на поворотные заслонки.
На втором этапе также зародилась и система технического обслуживания и ремонта, имеющая прямое отношение к клапанам и арматуре. Начали выделяться специализированные участки ремонта измерительных приборов и автоматизации. Однако, уровень унификации, при котором можно было бы не только заменять, но и модернизировать или обеспечивать обновление конструкции, еще не был достигнут. В связи с этим задачи ремонтопригодности и связанные с ними задачи блочности и модульности решений, унификации, взаимозаменяемости и преемственности в развитии решений остаются актуальными. Важной задачей становится и определение ресурсов безотказной работы, как в связи с надежностью работы в целом, так и надежности регулирования. На этой стадии решение виделось в создании системы планово-предупредительного ремонта (ППР) и норм технического обслуживания (ТО).
На заключительной стадии второй этап характеризовался совершенством механической части машин, внедрением новых машин и устройств. Процесс управления машиной обогатился приборами, автоматическими регуляторами, позволяющими вести дистанционное управление и автоматическое регулирование. Основной движущей силой развития контуров регулирования являлись: интенсификация процессов, повышение требований к обеспечению надежности регулирования и безотказности, усложнение технологических схем, рост единичной мощности, особенно быстродействия, выход на предел скорости 600-650м\мин.
Стадия 3
Для повышения скорости машин свыше 600м\мин необходимо было решить ряд взаимосвязанных задач. Наибольшее влияние на развитие контуров регулирования оказали задачи улучшения подачи бумажной массы на сетку, т.н. «мокрый конец» и интенсификация сушки полотна. В это время появляется более надежный клапан регулирования веса м2 с тонким пошаговым регулированием вместо обычных клапанов, применяемых в измерительных контурах регулирования. Количество шагов регулирования начало достигать 3000 (3). Стабильно достижимое регулирование стало возможным при скорости до 900м\мин.