полная версия
полная версияКузнец-любитель
Опытный кузнец почти безошибочно знает время, когда железо или сталь накалились до необходимого нагрева. Менее опытный коваль и начинающий должны по необходимости вынуть металл и даже не один раз, прежде чем приступить к обработке его на наковальне.
Что же касается цветов нагрева, соответствующих известной температуре, то их различают несколько. Железо, зарытое в горне, очень скоро нагревается докрасна, принимая малозаметный при дневном свете темно-красный цвет, который затем переходит в ярко-красный. В этом состоянии железо хотя несколько размягчается, однако не может быть обрабатываемо на наковальне, почему необходимо продолжать накаливание далее – до белокалильного жара. В этом случае, если желают соединить вместе два отдельных куска железа, или, как говорят, произвести сварку металла, то накаливают до высшей степени нагрева – белосварочного жара. Отличительным признаком этого жара служит ослепительный блеск вынутого из горна железа, причем от ударов молотом с треском разлетаются искры во все стороны.
Железо в нагретом состоянии быстро окисляется, и потому для предохранения его от действия атмосферного воздуха во время дутья можно посыпать металл мелким песком, который, соединившись с окалиною, образует род шлака, предохраняющего железо от дальнейшего окисления. При проковке шлак легко отскакивает от ударов ручника и кувалды. Заметим здесь, что очищенная от окалины поверхность металла от влияния атмосферного воздуха вновь стремится окислиться и образовать окалину, которая по мере остывания металла труднее отстает от него. Вот почему необходимо, вынув металл из горна, торопиться с его проковкою: всякое промедление может только ухудшить свойство металла.
Во время работы кузнец должен стоять у наковальни так, чтобы ему одновременно видны были все действия его помощника-молотобойца при нагреве металла в горне. Как только он заметит по времени, что металл уже достаточно нагрет, то немедленно вынимает его из горна и держит щипцы на наковальне левою рукою, правою же ударяет по отковываемой вещи. При отковке малых предметов кузнец исполняет всю работу один и действует только ручником. Если же силы его не хватает, то удары по металлу наносит молотобоец. Но и тогда на обязанности кузнеца лежит направление ударов кувалдою. Кузнец сначала ударяет ручником, соразмеряя силу удара с тою силою, с какою должен бить молотобоец. Таким образом, сильный удар кузнеца ручником по поверхности отковываемой вещи служит знаком для молотобойца, что и он должен ударить с такою же силою кувалдою по этому месту, и наоборот, слабый удар ручника должен соответствовать такому же удару кувалды. Когда нужно прекратить работу, кузнец ударяет ручником по наковальне. В том случае, когда удары кувалды передаются обрабатываемой вещи посредством гладилки, то последнюю держит за рукоять и направляет кузнец. Удары молотобоец всегда делает равномерные и частые, и о прекращении работы кузнец дает знать отнятием гладилки и легким ударом ею по наковальне.
Необходимо, чтобы эти удары ручника и кувалды попадали именно в ту точку, которую наметит глаз кузнеца, иначе ковка будет неправильна. Сила удара должна сообразоваться с необходимостью, чтобы слишком сильным ударом не испортить вещи. Необходимо также привыкнуть твердо и безопасно для рук держать вещь на наковальне и поворачивать эту вещь по мере надобности, подставляя ту или другую ее часть под удары кувалды.
Несмотря на видимую простоту всех кузнечных работ для начинающего, на первых порах ковка металла является тяжелой работой вследствие непривычки бить молотом. Мы поэтому советуем всякому новичку не браться для первых опытов за отковку больших предметов; много лучше заняться обработкою на наковальне простых вещей незначительного веса, небольшой поверхности. Только выучившись хорошо владеть молотками, можно приняться за отковку фасонных вещей, требующих для исполнения их некоторого навыка и опытности.
Хотя кузнецу редко приходится иметь дело с медью, тем не менее необходимо сказать о ней несколько слов.
Красная медь легко куется, нагретая докрасна и несколько охлажденная опусканием в воду, но сварить между собою два куска меди много труднее, чем железо и сталь. Сварочным порошком для этого служат фосфорнокислые соли. Свариваемые медные поверхности нагревают докрасна, посыпают порошком, нагревают далее до вишневого цвета и проковывают на наковальне весьма слабыми ударами ручника или, что еще лучше, деревянным молотком.
Ковка латуни не так проста, как красной меди, – латунь жестка и хрупка. Ее необходимо сначала отжечь на умеренном огне, после чего дают ей охлаждаться. Перед обработкой необходимо латунь очистить от золы и песка грубым слесарным напильником. Проковку латуни производят в холодном состоянии ручником, причем удары должны быть не очень сильные, частые и ровные. Начинать надо со средины проковываемого листа или пластинки, постепенно удаляясь к краям равномерно во все стороны. Отковав одну сторону листа, поворачивают его на другую и производят работу тем же порядком.
При проковке латуни не литой, а полученной прокаткой в вальцах, ее не надо подвергать отжигу, так как она в холодном состоянии хорошо куется. Тем не менее слабое нагревание все же облегчает работу.
Надо заметить, что медь при проковке очень легко дает трещины от сильных и неравномерных ударов молотком, почему следует обращаться с этим металлом осторожно и, заметив трещину, прекратить удары по этому месту, иначе последняя, увеличившись, испортит вещь. Если трещина образовалась значительных размеров, то уничтожить ее можно только нагреванием меди до сварочного жара и проковкою ее в этом состоянии.
Изменение формы металла
Обработка металла, нагретого до известного жара, может иметь различные цели, которые сводятся к изменению формы обрабатываемого куска железа, сварке и наварке железа сталью, а также разрезке, пробиванию дыр и другим мелким манипуляциям. Начнем с изменения внешней формы.
Вытягивание металла. Работа эта принадлежит к простейшим манипуляциям кузнечного дела. Она имеет целью утоньшить толстый кусок железа – весь или только определенную его часть. Для этого разогретый кусок металла вынимают щипцами из горна, кладут на наковальню и бьют с силою ручником и кувалдою. От ударов частицы металла стремятся переместиться, а так как ни вверх, ни вниз они этого сделать не могут, то, значит, раздадутся в ширину и длину. Если хотят увеличить только длину куска железа, то после нескольких ударов молотком полосу переворачивают под прямым углом и снова бьют кувалдою. Повторяя поворачивание несколько раз, достигают увеличения длины без утолщения ширины. Не мешает заметить, что ковкою достигается значительная однородность внутреннего сложения металла и улучшаются его качества. Поэтому, если требуется придать отковываемому предмету известную форму, то всегда берут кусок железа несколько большей величины и вытягивают его проковкою в одну из сторон (обыкновенно по длине) и затем излишнюю против данного размера часть отрубают зубилом. Когда вытягивают металл только по длине, то такая операция называется протяжкою.
Мы уже говорили, что удары кувалдою не всегда производятся непосредственно по металлу; когда, например, нужно придать поверхности известное очертание, то на помощь кувалде употребляется гладилка, которая и передает металлу удары кувалды.
Ковать железо можно только при белом нагреве, и если во время ковки металл остынет до красного цвета, то необходимо его подогреть в горне до белокалильного жара. Однако такое подогревание не следует делать часто, так как от этого портится качество железа.
При вытяжке металла непосредственно ручником и кувалдою необходима известная сноровка, которая приобретается с опытом. Так, если нужно расплющить кусок металла, то есть увеличить его длину и ширину на счет толщины, то металл кладут на наковальню плашмя и удары ручником направляют также плашмя. Когда же хотят спустить только одну сторону на нет, как например, при оттяжке фасок[6] режущих инструментов, то кусок металла держат на наковальне наклонно и удары наносят так же наклонно. Иногда для этого кусок металла кладут наклонно на ребро наковальни, причем оттяжка идет успешнее, так как наковальня при каждом ударе ручника оказывает необходимое противодействие силе ударов.
Отковка заплечиков, или уступов, в железной полосе производится так: положим, что требуется сделать уступ только с одной стороны. Для этого накаленный конец железа кладут на наковальню той стороной вверх, на которой будет откован заплечик, сама же работа производится при с помощи подбойки.
Двухсторонний заплечик отковывается так же, как односторонний, с тою только разницею, что, оттянув одну сторону, полосу нагревают в горне, а затем оттягивают второй заплечик (рис. 30).
Сделать наклонный заплечик труднее, так как направление ударов надо производить несколько наклонно, что не всегда удается малоопытному кузнецу.
Оттяжки круглых и гранных стержней производятся c помощью соответствующих гладилок и обжимок.
Осаживание металла. Операция эта прямо противоположна вытягиванию и имеет целью увеличить ширину и толщину куска металла на счет его длины. Осадить металл можно, конечно, только в нагретом состоянии, размягчив его до белокалильного жара. Вещь кладут на наковальню так, чтобы направление осадки было перпендикулярно лицевой стороне наковальни (рис. 31). Удары не должны быть очень сильны, чтобы не образовалось трещин вдоль отковываемой вещи, в особенности если по этому направлению была произведена сварка металла.
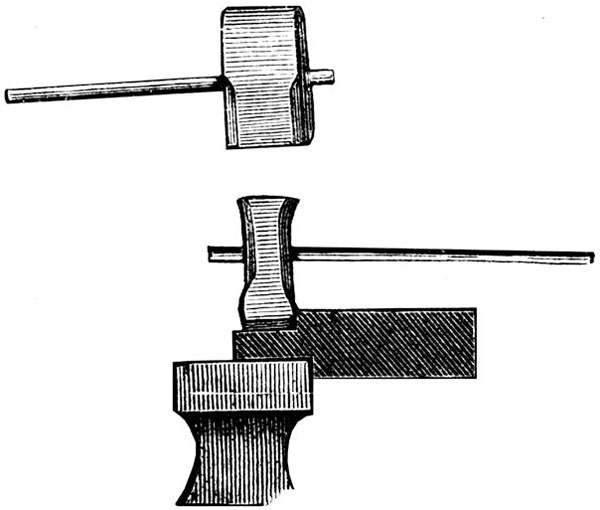
Рис. 30
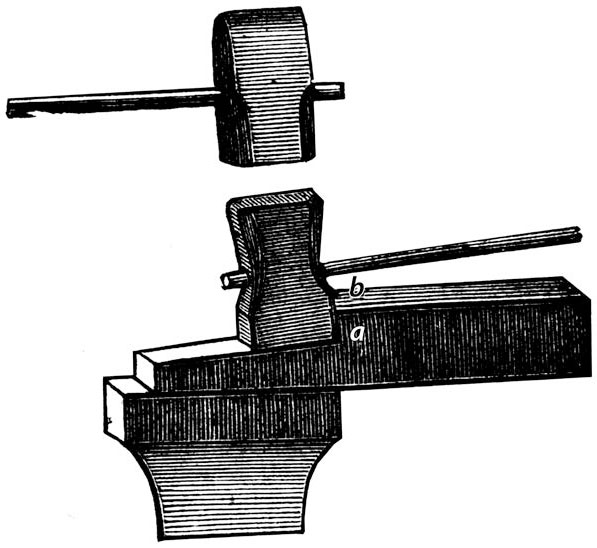
Рис. 31
Осадку железного стержня можно произвести без ручника, простыми ударами о наковальню, как показано на рис. 32. Если вещь нужно утолстить не на конце, а в каком-нибудь другом месте, то, нагрев ее в этом месте, опускают в воду близлежащие части и затем уже осаживают ударами кувалды или просто по наковальне (рис. 33).
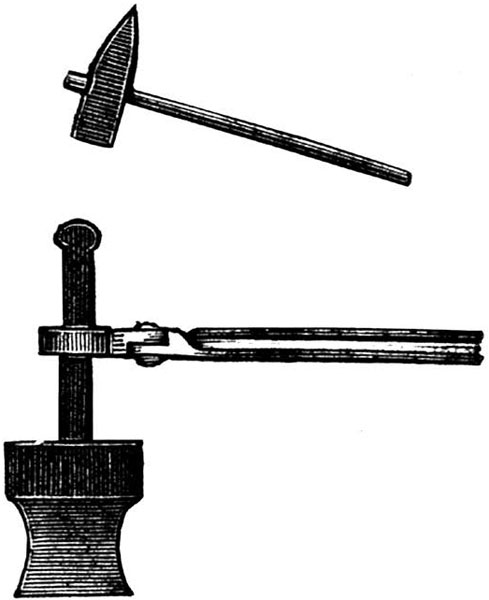
Рис. 32
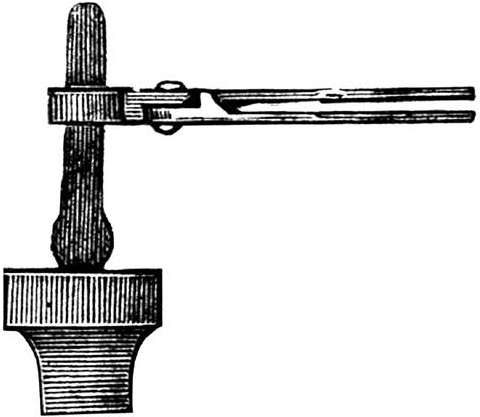
Рис. 33
Сгибание металла. Кузнецу часто приходится производить сгибание железных полос и стержней. Эта операция всегда производится в нагретом состоянии металла до степени размягчения, свойственного роду металла. В некоторых случаях согнуть железо можно и без нагревания, но это относится только к листовым сортам металла – кровельному и котельному железу.
Операция сгибания металла, как и вообще всякое изменение его формы, не составляет большого труда, если при этом будут соблюдены все условия, способствующие успеху этой работы. Одним из главных условий должна быть достаточная степень нагрева, другим – правильная постановка изгибаемого куска металла на наковальне, на которой эта операция производится (иногда при помощи различных вспомогательных приспособлений, например оправок и форм).
Хотя изгибание металла на наковальне может быть различного вида, тем не менее в кузнечном деле различают две главные формы этого изгибания: изгибание под углом и гнутие всякого рода кривых поверхностей – колец, крючков и т. п.
Изгибание под углом. Простейший случай такого изгибания представляет изгибание широкой железной полосы под прямым углом. Для этого полосу помещают в кузнечный горн и накаливают ее до степени размягчения железа, причем необходимо вести нагревание так, чтобы наибольшая степень накаливания была бы произведена в месте предполагаемого сгиба и чтобы сама операция могла быть исполнена с одного нагрева. Когда полоса железа достаточно размягчится, ее переносят на наковальню и кладут на лицо последней так, чтобы линия сгиба полосы совпадала бы с ребром наковальни, а свободный конец был бы свешен с нее (рис. 34). Чтобы придать полосе необходимую при этой операции устойчивость, стараются каким-нибудь приспособлением, например наложением тяжести, удержать ее от сдвигания. Затем по свешенному концу бьют молотком или кувалдою, пока не произойдет требуемый изгиб.
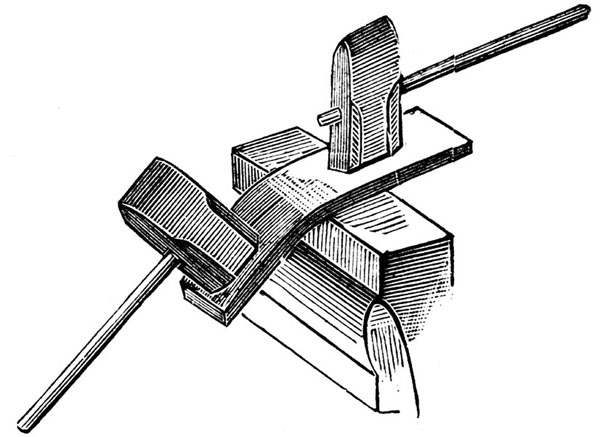
Рис. 34
При загибании толстых железных полос весьма редко удается придать изгибу правильную форму, то есть чтобы ребра образовали прямой угол и в месте сгиба не образовалось бы закругления, не говоря уже о том, что в месте сгиба толщина полосы может быть неодинакова с остальною толщиною полосы. Чтобы этого не могло случиться, лучше всего прежде изгибания сначала осадить полосу по линии сгиба и затем уже приступить к самому изгибанию. Что касается изгибания железа под острым или тупым углами, то для этого необходимы шаблоны, на которых и производится желаемый сгиб.
Гнутие колец. Изгибание всякого рода кривых поверхностей (крючков, колец и т. п.) обыкновенно производится на роговом отростке наковальни, если предметы имеют грубую форму (рис. 35). Более тщательная отделка, а также гнутие колец производятся или при помощи оправок, круглых и овальных стержней, или же посредством особых специальных приспособлений.
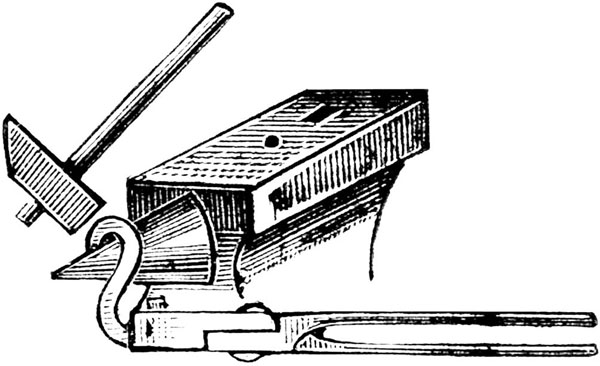
Рис. 35
Разрубка металла. Отрубить ненужный кусок металла не представляет никакого затруднения для кузнеца. Нетолстые полосы разрубают без подогревания железа ручным зубилом, для чего по намеченному месту делают надруб и затем, повернув полосу, делают такой же надруб с противоположной стороны. После этого, свесив кусок полосы, ударяют по ней молотком, отчего надрубленный конец отскочит; иногда для той же цели надрубку делают со всех четырех сторон, и тогда работа идет успешнее.
В накаленном состоянии металл отделяется еще легче, а железные отрубки отскакивают иногда от одного или нескольких ударов молотка по зубилу.
Пробивание дыр. Дыры пробиваются в нагретом железе посредством пробойника, но это необходимо делать осторожно и наносить удары по пробойнику не очень сильно, особенно в мелких вещах, чтобы не могло произойти трещины в металле. Если возможно, то лучше всего такое пробивание делать в сквозных дырах с двух сторон, а сами дыры выправить оправкою.
Сварка металлов в кузнечном деле
Под именем сварки в кузнечном деле известна операция, посредством которой можно соединить два куска железа или стали так, что они образуют одно нераздельное целое, причем само место сварки остается малозаметным. Сваривание металлов представляет операцию, напоминающую склеивание деревянных частей между собою, и отличается от нее тем, что производится без посредствующего вещества (клея) плавлением металла и крепкою связью, получаемою простым соединением и проковкою этих расплавленных поверхностей. Другое различие сварки от склеивания заключается еще в том, что прочность сварки не зависит от формы соединения металлических частей, отчего эта форма не бывает так разнообразна, как склеивание дерева.
Главное условие хорошей сварки – прочность соединения, обусловливаемая единственно степенью совершенства сплавления соединяемых поверхностей, которые перед сваркою должны быть хорошо подготовлены, пригнаны и очищены от окалины.
При сварке металла могут встретиться те же три случая соединения, которые бывают при соединении дерева, а именно: сварка по длине, под углом и плашмя. Из них сварка по длине, соответствующая сращиванию и наращиванию дерева, наиболее употребительна в кузнечном деле; сварка под углом встречается реже, а соединение поверхностей металлов длинными кромками – только в исключительных случаях.
Сварка металлов
Для того чтобы сварить между собою две железные полосы, надо нагреть их в кузнечном горне до белосварочного жара, то есть до 1600 °C. Затем оба куска металла переносят на наковальню и поверхности, предназначенные к сварке, осаживают ударами кувалды и скашивают на нет. После всего этого концы нагревают вновь и в местах сварки посыпают поверхности так называемым сварочным песком, состоящим из сухой глины, мелкого песка, стекла или буры. Песок, расплавившись, покрывает нагретые части стекловидною массою, предохраняющею поверхности от окисления. Тогда усиливают дутье до плавильного жара, причем поверхности покроются как бы слизью. Куски вынимают, накладывают обе поверхности одна на другую и легкими, но частыми ударами ручника сваривают одну с другою. Если во время работы железо остынет, не сварившись, то необходимо повторить операцию, очистив концы и снова посыпав их сварочным песком. Но вообще следует избегать всякого рода повторения одной и той же работы и приучиться делать это с одного раза.
Сварка железа
Начинающему не мешает знать, что сварка железа, кроме аккуратности и быстроты действия, требует также, чтобы материал был хорошего достоинства и, во всяком случае, одинакового сложения и качества.
Если приходится сваривать толстые вещи или такие штуки, которые будут подвержены сотрясению, например экипажные оси, то сварку делают несколько иначе. Осадив оба конца, отковывают один из них клином, а в другом делает клиновое углубление; затем оба конца помещают в горн так, чтобы один конец лежал против другого. Когда оба конца накалятся до белокалильного жара, то, не вынимая из огня, соединяют их вместе, слегка ударив по сварке ручником. После всего этого их переносят на наковальню и место сварки проковывают со всех сторон.
Вещи после сварки необходимо дать остыть на вольном воздухе, а не охлаждать ее опусканием в воду, так как от слишком быстрого перехода из горячего состояния в холодное железо может сделаться хрупким.
Сварка под углом двух железных полос также не представляет никаких трудностей. Свариваемые поверхности сначала обделываются в прочное соединение и затем свариваются по только что описанному нами способу.
При сварке плашмя (соответствующей сплотке дерева) поверхности насекают или зазубривают и затем, нагрев каждую из них до сварочного жара, проковывают на наковальне.
Вообще прочность сварки зависит не столько от формы соединения отдельных частей, сколько от более или менее совершенного сплавления между собою свариваемых поверхностей и хороших качеств металла. Хорошо сделанная сварка не должна обнаруживать признаков шва, и после надлежащей отделки даже само место сварки не должно быть заметно.
Сварка стали
Прежде всего заметим, что не все сорта стали могут обрабатываться одинаково и выдерживать одну и ту же температуру каления. Так, сырую сталь можно нагреть до всякой температуры совершенно безопасно, и такая сталь хорошо сваривается. Между тем рафинированная сталь может быть нагрета много слабее и сваривается весьма трудно. Литую сталь не должно нагревать выше вишнево-красного каления, и она совершенно не способна свариваться. Первые два сорта стали могут быть доводимы до сварочного жара, и проковка их в этом состоянии только улучшает сложение металла, уплотняет его и уничтожает в массе стали пленки и трещины, если таковые имеются в ней. Но после первого нагрева сталь следует накаливать осторожно до краснокалильного жара и ковать ее, несколько остывшую, слабыми ударами ручника и кувалды.
Обращение со сталью требует большой опытности и навыка. Заметим, кстати, что для сварки стали вместо сварочного песка приготовляют особый порошок, состоящий из равных частей соли, селитры и буры или же из шести частей нашатыря и одной части буры.
Сварка железа со сталью
В практике часто приходится не только сваривать сталь со сталью, но также делать соединение железа со сталью, или как говорят, наваривать сталь на железо. При выделке режущих, скоблящих, рубящих и других инструментов для обработки металлов и дерева такой способ изготовления их весьма употребителен.
Сварить сталь с железом много труднее, чем сварить сталь со сталью, и не всякий кузнец может хорошо исполнить эту работу. Мы уже знаем, что обработка стали во многом разнится с обработкой железа, хотя общие приемы работы одни и те же. Но железо для сварки должно быть доведено до белокалильного жара, а сталь в большинстве случаев не может выдержать этой температуры. Понятно потому, что оба металла не могут быть нагреваемы одновременно в горне, так как в таком случае сталь может перегреться и потерять все свои хорошие качества.
Как поступить в этом случае, лучше всего объяснить на примере. Возьмем самый употребительный инструмент – плотничный топор, на лезвие которого требуется сделать стальную наварку.
Предположим, что топор уже откован и остается сделать стальную наварку. Для этого в месте сварки необходимо его сначала осадить до толщины 1,2–1,3 см. Затем по линии предполагаемой наварки надрубается тонким зубилом канавка, к которой пригоняется стальной брусок. После такой подготовки топор кладут лезвием к фурме, а сталь несколько дальше. Когда топор дойдет до калильного жара, сталь подвигают ближе к фурме и следят за тем, чтобы они одновременно дошли до вара, то есть оба покрылись бы ровною слизью. После этого, соединив обе части, переносят их на наковальню и проковывают вместе легкими ударами ручника.
При отковке двухфасочных инструментов, то есть таких, у которых режущее ребро спущено на обе стороны, наварка стали производится несколько иначе. Берут кусок плоского железа и, вытянув его до требуемой ширины инструмента и двойной длины, загибают вдвое. В образовавшийся таким образом промежуток между концами вставляют стальную пластинку, которую требуется приварить. Нагревание в горне, сварка и проварка на наковальне производятся так же, как и в предыдущем случае.
Сварка меди
Способностью свариваться, кроме железа и стали, обладает также красная медь. Сварочным порошком для нее служит фосфорнокислая соль. Нагревание медных поверхностей, предназначенных к сварке, производится до краснокалильного жара; их во время накаливания посыпают сварочным порошком, способствующим сварке и предохраняющим медь от окисления. В обращении с медью при накаливании и сварке необходимо принимать некоторые предосторожности, чтобы не испортить всю работу. Кроме возможности перегреть металл накаливанием выше температуры вишнево-красного цвета, особенное внимание должно быть обращено на чистоту самой работы по отношению предназначенным к варке поверхностям меди. При нагревании на угле надо остерегаться, чтобы частички угля не пристали к шлаку, образующемуся на сварочных поверхностях вследствие присыпки сварочного порошка. Такая примесь угля может разложить фосфорную соль окиси меди, которая перейдет в фосфорическую медь, покроет поверхность налетом серого цвета, и сварка делается невозможною.
При проковке меди на наковальне не следует также упускать из виду относительную мягкость этого металла в нагретом состоянии сравнительно с железом и сталью. Под ударами молота медь расплющивается, и потому из предосторожности лучше всего производить проковку меди деревянным молотком, сделанным из какого-либо твердого и нехрупкого дерева.
Закалка и отпуск стали
Закалка стали
Одно из главных и полезных в практическом отношении свойств стали – это возможность по произволу работающего придать этому металлу желаемую степень твердости. Эта искусственная твердость, приобретаемая сталью, называется закалкою стали. Чтобы закалить сталь, необходимо нагреть ее до известной температуры и затем быстро опустить в холодную воду или какую-либо другую жидкость.
Несмотря на видимую простоту работы, закалка стали требует большого внимания и осторожности, не говоря уже о том, что в разных случаях требуется разная степень закалки.
Чтобы хорошо закалить кусок стали или стальную пластинку, недостаточно нагреть ее до известной температуры и затем опустить в какую-либо быстро охлаждающую среду. Необходимо, чтобы это нагревание было произведено равномерно по всей стальной пластинке. Этого достигают тем, что во время нагревания часто поворачивают закаливаемую вещь в горне. Когда приходится нагревать для закалки инструмент, имеющий длинное и тонкое лезвие, то равномерного нагревания даже при частом поворачивании достигнуть все-таки трудно. Поэтому в таких случаях полезно при отковке этих инструментов делать лезвие несколько толще необходимого и после закалки довести его до требуемой толщины на точильном камне.