 полная версия
полная версияHarper's New Monthly Magazine, No. XXVI, July 1852, Vol. V
THE STRAIGHTENING
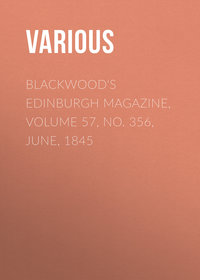
One of the most interesting and curious parts of the process of the manufacture of the barrel, is the straightening of it. We ought, perhaps, rather to say the straightenings, for it is found necessary that the operation should be several times performed. For example, the barrel must be straightened before it is turned, and then, inasmuch as in the process of turning it generally gets more or less sprung, it must be straightened again afterward. In fact, every important operation performed upon the barrel is likely to cause some deflection in it, which requires to be subsequently corrected, so that the process must be repeated several times. The actual work of straightening, that is the mechanical act that is performed, is very simple – consisting as it does of merely striking a blow. The whole difficulty lies in determining when and where the correction is required. In other words, the making straight is very easily and quickly done; the thing attended with difficulty is to find out when and where the work is crooked; for the deflections which it is thus required to remedy, are so extremely slight, that all ordinary modes of examination would fail wholly to detect them; while yet they are sufficiently great to disturb very essentially the range and direction of the ball which should issue from the barrel, affected by them.
The above engraving represents the workman in the act of examining the interior of a barrel with a view to ascertaining whether it be straight. On the floor, in the direction toward which the barrel is pointed, is a small mirror, in which the workman sees, through the tube, a reflection of a certain pane of glass in the window. The pane in question is marked by a diagonal line, which may be seen upon it, in the view, passing from one corner to the other. This diagonal line now is reflected by the mirror into the bore of the barrel, and then it is reflected again to the eye of the observer; for the surface of the iron on the inside of the barrel is left in a most brilliantly polished condition, by the boring and the operations connected therewith. Now the workman, in some mysterious way or other, detects the slightest deviation from straightness in the barrel, by the appearance which this reflection presents to his eye, as he looks through the bore in the manner represented in the drawing. He is always ready to explain very politely to his visitor exactly how this is done, and to allow the lady to look through the tube and see for herself. All that she is able to see, however, in such cases is a very resplendent congeries of concentric rings, forming a spectacle of very dazzling brilliancy, which pleases and delights her, though the mystery of the reflected line generally remains as profound a mystery after the observation as before. This is, in fact, the result which might have been expected, since it is generally found that all demonstrations and explanations relating to the science of optics and light, addressed to the uninitiated, end in plunging them into greater darkness than ever.
The only object which the mirror upon the floor serves, in the operation, is to save the workman from the fatigue of holding up the barrel, which it would be necessary for him to do at each observation, if he were to look at the window pane directly. By having a reflecting surface at the floor he can point the barrel downward, when he wishes to look through it, and this greatly facilitates the manipulation. There is a rest, too, provided for the barrel, to support it while the operator is looking through. He plants the end of the tube in this rest, with a peculiar grace and dexterity, and then, turning it round and round, in order to bring every part of the inner surface to the test of the reflection, he accomplishes the object of his scrutiny in a moment, and then recovering the barrel, he lays it across a sort of anvil which stands by his side, and strikes a gentle blow upon it wherever a correction was found to be required. Thus the operation, though it often seems a very difficult one for the visitor to understand, proves a very easy one for the workman to perform.
OLD MODE OF STRAIGHTENING
In former times a mode altogether different from this was adopted to test the interior rectitude of the barrel. A very slender line, formed of a hair or some similar substance, was passed through the barrel —dropped through, in fact, by means of a small weight attached to the end of it. This line was then drawn tight, and the workman looking through, turned the barrel round so as to bring the line into coincidence successively with every portion of the inner surface. If now there existed any concavity in any part of this surface, the line would show it by the distance which would there appear between the line itself and its reflection in the metal. The present method, however, which has now been in use about thirty years, is found to be far superior to the old one; so much so in fact that all the muskets manufactured before that period have since been condemned as unfit for use, on account mainly of the crookedness of the barrels. When we consider, however, that the calculation is that in ordinary engagements less than one out of every hundred of the balls that are discharged take effect; that is, that ninety-nine out of every hundred go wide of the mark for which they are intended, from causes that must be wholly independent of any want of accuracy in the aiming, it would seem to those who know little of such subjects, that to condemn muskets for deviating from perfect straightness by less than a hair, must be quite an unnecessary nicety. The truth is, however, that all concerned in the establishment at Springfield, seem to be animated by a common determination, that whatever may be the use that is ultimately to be made of their work, the instrument itself, as it comes from their hands, shall be absolutely perfect; and whoever looks at the result, as they now attain it, will admit that they carry out their determination in a very successful manner.
CINDER HOLES
Various other improvements have been made from time to time in the mode of manufacturing and finishing the musket, which have led to the condemnation or alteration of those made before the improvements were introduced. A striking illustration of this is afforded by the case of what are called cinder holes. A cinder hole is a small cavity left in the iron at the time of the manufacture of it – the effect, doubtless, of some small development of gas forming a bubble in the substance of the iron. If the bubble is near the inner surface of the barrel when it is welded, the process of boring and finishing brings it into view, in the form of a small blemish seen in the side of the bore. At a former period in the history of the Armory, defects of this kind were not considered essential, so long as they were so small as not to weaken the barrel. It was found, however, at length that such cavities, by retaining the moisture and other products of combustion resulting from the discharge of the piece, were subject to corrosion, and gradual enlargement, so as finally to weaken the barrel in a fatal manner. It was decided therefore that the existence of cinder holes in a barrel should thenceforth be a sufficient cause for its rejection, and all the muskets manufactured before that time have since been condemned and sold; the design of the department being to retain in the public arsenals only arms of the most perfect and unexceptionable character.
At the present time, in the process of manufacturing the barrels, it is not always found necessary to reject a barrel absolutely in every case where a cinder hole appears. Sometimes the iron may be forced in, by a blow upon the outside, sufficiently to enable the workman to bore the cinder hole out entirely. This course is always adopted where the thickness of the iron will allow it, and in such cases the barrel is saved. Where this can not be done, the part affected is sometimes cut off, and a short barrel is made, for an arm called a musketoon.
THE GRINDING
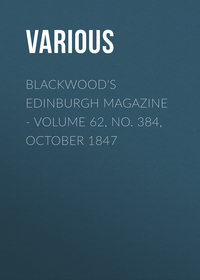
After the barrel is turned to nearly its proper size it is next to be ground, for the purpose of removing the marks left by the tool in turning, and of still further perfecting its form. For this operation immense grindstones, carried by machinery, are used, as seen in the engraving. These stones, when in use, are made to revolve with great rapidity – usually about four hundred times in a minute– and as a constant stream of water is kept pouring upon the part where the barrel is applied in the grinding, it is necessary to cover them entirely with a wooden case, as seen in the engraving, to catch and confine the water, which would otherwise be thrown with great force about the room. The direct action therefore of the stone upon the barrel in the process of grinding is concealed from view.
The workman has an iron rod with a sort of crank-like handle at the end of it, and this rod he inserts into the bore of the barrel which he has in hand. The rod fits into the barrel closely, and is held firmly by the friction, so that by means of the handle to the rod, the workman can turn the barrel round and round continually while he is grinding it, and thus bring the action of the stone to bear equally upon every part, and so finish the work in a true cylindrical form. One of these rods, with its handle, may be seen lying free upon the stand on the right of the picture. The workman is also provided with gauges which he applies frequently to the barrel at different points along its length, as the work goes on, in order to form it to the true size and to the proper taper. In the act of grinding he inserts the barrel into a small hole in the case, in front of the stone, and then presses it hard against the surface of the stone by means of the iron lever behind him. By leaning against this lever with greater or less exertion he can regulate the pressure of the barrel against the stone at pleasure. In order to increase his power over this lever he stands upon a plate of iron which is placed upon the floor beneath him, with projections cast upon it to hold his feet by their friction; the moment that he ceases to lean against the lever, the inner end of it is drawn back by the action of the weight seen hanging down by the side of it, and the barrel is immediately released.
The workman turns the barrel continually, during the process of grinding, by means of the handle, as seen in the drawing, and as the stone itself is revolving all the time with prodigious velocity, the work is very rapidly, and at the same time very smoothly and correctly performed.
DANGER
It would seem too, at first thought, that this operation of grinding must be a very safe as well as a simple one; but it is far otherwise. This grinding room is the dangerous room – the only dangerous room, in fact, in the whole establishment. In the first place, the work itself is often very injurious to the health. The premises are always drenched with water, and this makes the atmosphere damp and unwholesome. Then there is a fine powder, which, notwithstanding every precaution, will escape from the stone, and contaminate the air, producing very serious tendencies to disease in the lungs of persons who breathe it for any long period. In former times it was customary to grind bayonets as well as barrels; and this required that the face of the stone should be fluted, that is cut into grooves of a form suitable to receive the bayonet. This fluting of the stone, which of course it was necessary continually to renew, was found to be an exceedingly unhealthy operation, and in the process of grinding, moreover, in the case of bayonets, the workman was much more exposed than in grinding barrels, as it was necessary that a portion of the stone should be open before him and that he should apply the piece in hand directly to the surface of it. From these causes it resulted, under the old system, that bayonets, whatever might have been their destination in respect to actual service against an enemy on the field, were pretty sure to be the death of all who were concerned in making them.
The system, however, so far as relates to the bayonet is now changed. Bayonets are now "milled," instead of being ground; that is, they are finished by means of cutters formed upon the circumference of a wheel, and so arranged that by the revolution of the wheel, and by the motion of the bayonet in passing slowly under it, secured in a very solid manner to a solid bed, the superfluous metal is cut away and the piece fashioned at once to its proper form, or at least brought so near to it by the machine, as to require afterward only a very little finishing. This operation is cheaper than the other, and also more perfect in its result; while at the same time it is entirely free from danger to the workman.
No mode, however, has yet been devised for dispensing with the operation of grinding in the case of the barrel; though the injury to the health is much less in this case than in the other.
BURSTING OF GRINDSTONES
There is another very formidable danger connected with the process of grinding besides the insalubrity of the work; and that is the danger of the bursting of the stones in consequence of their enormous weight and the immense velocity with which they are made to revolve. Some years since a new method of clamping the stone, that is of attaching it and securing it to its axis, was adopted, by means of which the danger of bursting is much diminished. But by the mode formerly practiced – the mode which in fact still prevails in many manufacturing establishments where large grindstones are employed – the danger was very great, and the most frightful accidents often occurred. In securing the stone to its axis it was customary to cut a square hole through the centre of the stone, and then after passing the iron axis through this opening, to fix the stone upon the axis by wedging it up firmly with wooden wedges. Now it is well known that an enormous force may be exerted by the driving of a wedge, and probably in many cases where this method is resorted to, the stone is strained to its utmost tension, so as to be on the point of splitting open, before it is put in rotation at all. The water is then let on, and the stone becomes saturated with it – which greatly increases the danger. There are three ways by which the water tends to promote the bursting of the stone. It makes it very much heavier, and thus adds to the momentum of its motion, and consequently to the centrifugal force. It also makes it weaker, for the water penetrates the stone in every part, and operates to soften, as it were, its texture. Then finally it swells the wedges, and thus greatly increases the force of the outward strain which they exert at the centre of the stone. When under these circumstances the enormous mass is put in motion, at the rate perhaps of five or six revolutions in a second, it bursts, and some enormous fragment, a quarter or a third of the whole, flies up through the flooring above, or out through a wall, according to the position of the part thrown off, at the time of the fracture. An accident of this kind occurred at the Armory some years since. One fragment of the stone struck the wall of the building, which was two or three feet thick, and broke it through. The other passing upward, struck and fractured a heavy beam forming a part of the floor above, and upset a work-bench in a room over it, where several men were working. The men were thrown down, though fortunately they were not injured. The workman who had been grinding at the stone left his station for a minute or two, just before the catastrophe, and thus his life too was saved.
POLISHING
We have said that the grinding room is the only dangerous room in such an establishment as this. There is one other process than grinding which was formerly considered as extremely unhealthy, and that is the process of polishing. The polishing of steel is performed by means of what are called emery wheels, which are wheels bound on their circumference by a band of leather, to which a coating of emery, very finely pulverized, is applied, by means of a sizing of glue. These wheels, a large number of which are placed side by side in the same room, are made to revolve by means of machinery, with an inconceivable velocity, while the workmen who have the polishing to do, taking their stations, each at his own wheel, on seats placed there for the purpose, and holding the piece of work on which the operation is to be performed, in their hands, apply it to the revolving circumference before them. The surface of the steel thus applied, receives immediately a very high polish – a stream of sparks being elicited by the friction, and flying off from the wheel opposite to the workman.
Now although in these cases the workman was always accustomed to take his position at the wheel in such a manner as to be exposed as little as possible to the effects of it, yet the air of the apartment, it was found, soon became fully impregnated with the fine emery dust, and the influence of it upon the lungs proved very deleterious. There is, however, now in operation a contrivance by means of which the evil is almost entirely remedied. A large air-trunk is laid beneath the floor, from which the air is drawn out continually by means of a sort of fan machinery connected with the engine. Opposite to each wheel, and in the direction to which the sparks and the emery dust are thrown, are openings connected with this air-trunk. By means of this arrangement all that is noxious in the air of the room is drawn out through the openings into the air-trunk, and so conveyed away.
The sparks produced in such operations as this, as in the case of the collision of flint and steel, consist of small globules of melted metal, cut off from the main mass by the force of the friction, and heated to the melting point at the same time. These metallic scintillations were not supposed to be the cause of the injury that was produced by the operation of polishing, as formerly practiced. It was the dust of the emery that produced the effect, just as in the case of the grinding it was the powder of the stone, and not the fine particles of iron.
The emery which is used in these polishing operations, as well as for a great many similar purposes in the arts, is obtained by pulverizing an exceedingly hard mineral that is found in several of the islands of the Grecian Archipelago, in the Mediterranean. In its native state it appears in the form of shapeless masses, of a blackish or bluish gray color, and it is prepared for use by being pulverized in iron mortars. When pulverized it is washed and sorted into five or six different degrees of fineness, according to the work for which it is wanted. It is used by lapidaries for cutting and polishing stones, by cutlers for iron and steel instruments, and by opticians for grinding lenses. It is ordinarily used in the manner above described, by being applied to the circumference of a leathern covered wheel, by means of oil or of glue. Ladies use bags filled with it, for brightening their needles.
Emery is procured in Spain, and also in Great Britain, as well as in the Islands of the Mediterranean.
PROVING
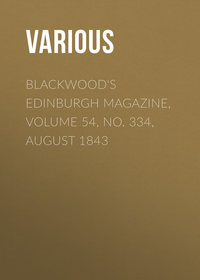
When the barrels are brought pretty nearly to their finished condition, they are to be proved, that is to be subjected to the test of actual trial with gunpowder. For this proving they are taken to a very strong building that is constructed for the purpose, and which stands behind the Stocking Shop. Its place is on the right in the general view of the Armory buildings, and near the foreground – though that view does not extend far enough in that direction to bring it in. The exterior appearance of this building is represented in the above engraving. It is made very strong, being constructed wholly of timber, in order to enable it to resist the force of the explosions within. There are spacious openings in lattice work, in the roof and under the eaves of the building, to allow of the escape of the smoke with which it is filled at each discharge; for it is customary to prove a large number of barrels at a time. The barrels are loaded with a very heavy charge, so as to subject them to much greater strain than they can ever be exposed to in actual service. The building on the left, in the engraving, is used for loading the barrels, and for cleaning and drying them after they are proved. The shed attached to the main building, on the right hand, contains a bank of clay, placed there to receive the bullets, with which the barrels are charged.
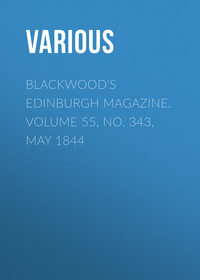
The arrangement of the interior of this building, as well as the manner in which the proving is performed, will be very clearly understood by reference to the engraving below.
On the right hand end of the building, and extending quite across it from side to side, is a sort of platform, the upper surface of which is formed of cast-iron, and contains grooves in which the muskets are placed when loaded, side by side. A train of gunpowder is laid along the back side of this platform, so as to form a communication with each barrel. The train passes out through a hole in the side of the building near the door. The bank of clay may be seen sloping down from within its shed into the room on the left. The artist has represented the scene as it appears when all is ready for the discharge. The barrels are placed, the train is laid, and the proof-master is just retiring and closing the door. A moment more and there will be a loud and rattling explosion; then the doors will be opened, and as soon as the smoke has cleared away the workman will enter and ascertain the result. About one in sixty of the barrels are found to burst under the trial.
The pieces that fail are all carefully examined with a view to ascertain whether the giving way was owing to a defect in the welding, or to some flaw, or other bad quality, in the iron. The appearance of the rent made by the bursting will always determine this point. The loss of those that failed on account of bad welding is then charged to the respective operatives by whom the work was done, at a dollar for each one so failing. The name of the maker of each is known by the stamp which he put upon it at the time when it passed through his hands.
The barrels that stand this first test are afterward subjected to a second one in order to make it sure that they sustained no partial and imperceptible injury at the first explosion. This done they are stamped with the mark of approval, and so sent to the proper departments to be mounted and finished.
The bayonets, and all the other parts of which the musket is composed are subjected to tests, different in character indeed, but equally strict and rigid in respect to the qualities which they are intended to prove, with that applied to the barrel. The bayonet is very carefully gauged and measured in every part, in order to make sure that it is of precisely the proper form and dimensions. A weight is hung to the point of it to try its temper, and it is sprung by the strength of the inspector, with the point of it set into the floor, to prove its elasticity. If it is found to be tempered too high it breaks; if too low it bends. In either case it is condemned, and the workman through whose fault the failure has resulted is charged with the loss.
THE FORGING
The number of pieces which are used in making up a musket is forty-nine, each of which has to be formed and finished separately. Of these there are only two – viz., the sight and what is called the cone-seat, a sort of process connected with the barrel – that are permanently attached to any other part; so that the musket can at any time be separated into forty-seven parts, by simply turning screws, and opening springs, and then put together again as before. Most of these parts are such that they are formed in the first instance by being forged or rather swedged, and are afterward trimmed and finished in lathes, and milling engines, or by means of files. Swedging, as it is called, is the forming of irregular shapes in iron by means of dies of a certain kind, called swedges, one of which is inserted in the anvil, in a cavity made for the purpose, and the other is placed above it. Cavities are cut in the faces of the swedges, so that when they are brought together, with the end of the iron rod out of which the article to be formed between them, the iron is made to assume the form of the cavities by means of blows of the hammer upon the upper swedge. In this way shapes are easily and rapidly fashioned, which it would be impossible to produce by blows directed immediately upon the iron.